ProTIG 220/300 AC/DC
Operating manual Page 37
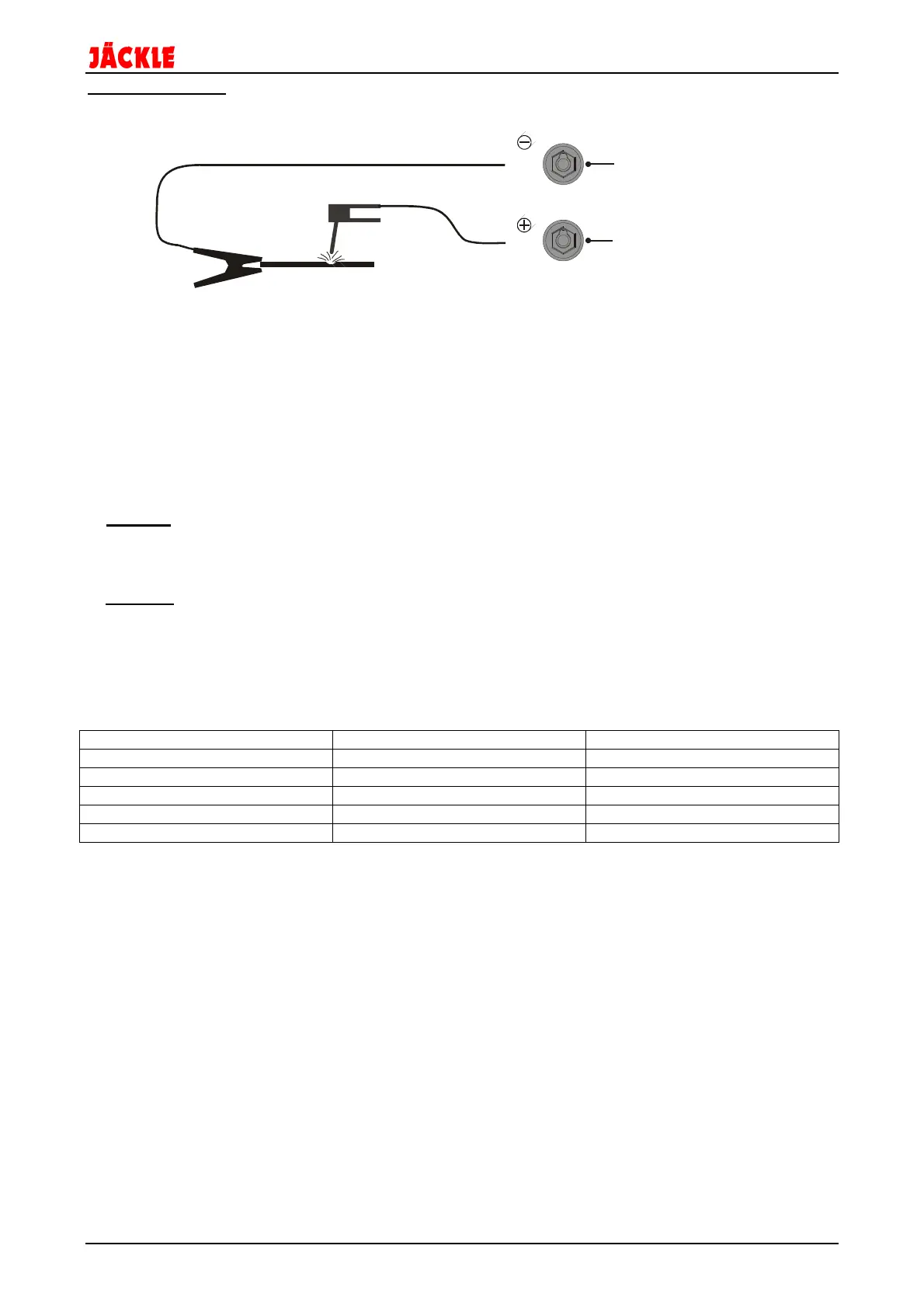
Electrode welding:
Connect electrode holder
Connect electrode holder as shown in the picture to the positive terminal.
Here, however, always follow the manufacturer's specification of the electrodes.
Connection of work piece cable
When clamping the work piece into its holder, choose appropriate spot without paint or rust for good
conductivity.
Start welding
Switch the machine to the electrode mode, adjust welding current for the welding task and start welding by
connecting the electrode to the work piece.
Hotstart:
With the parameter ‘Hot start’ it is possible to set the current, with which the electrodes ignites.
This value can be adjusted from 0% (no increased ignition) to 100% (double ignition current) of the actual
welding current I1.
Arcforce:
With the ‚Arc Force‘ parameter a sticking of the electrode during welding can be prevented.
For this purpose, the welding current is temporarily increased.
This value can be adjusted from 0% (no increased current) to 100% (double current) of the actual welding
current I1.
Overview over the welding electrodes:
A fairly approximate indication of the average current to use in the welding of electrodes for ordinary steel is
given by the following formula:
I = 50 x (Øe - 1 )
where: I = intensity of the welding current
Øe = electrode diameter
Example: for electrode diameter 4 mm
I = 50 x (4 -1 ) = 50 x 3 = 150A
NOTE: It's always the details of the electrode manufacturer must be observed!
+ socket MMA / TIG