Page 22
5.3.2 Spool torch
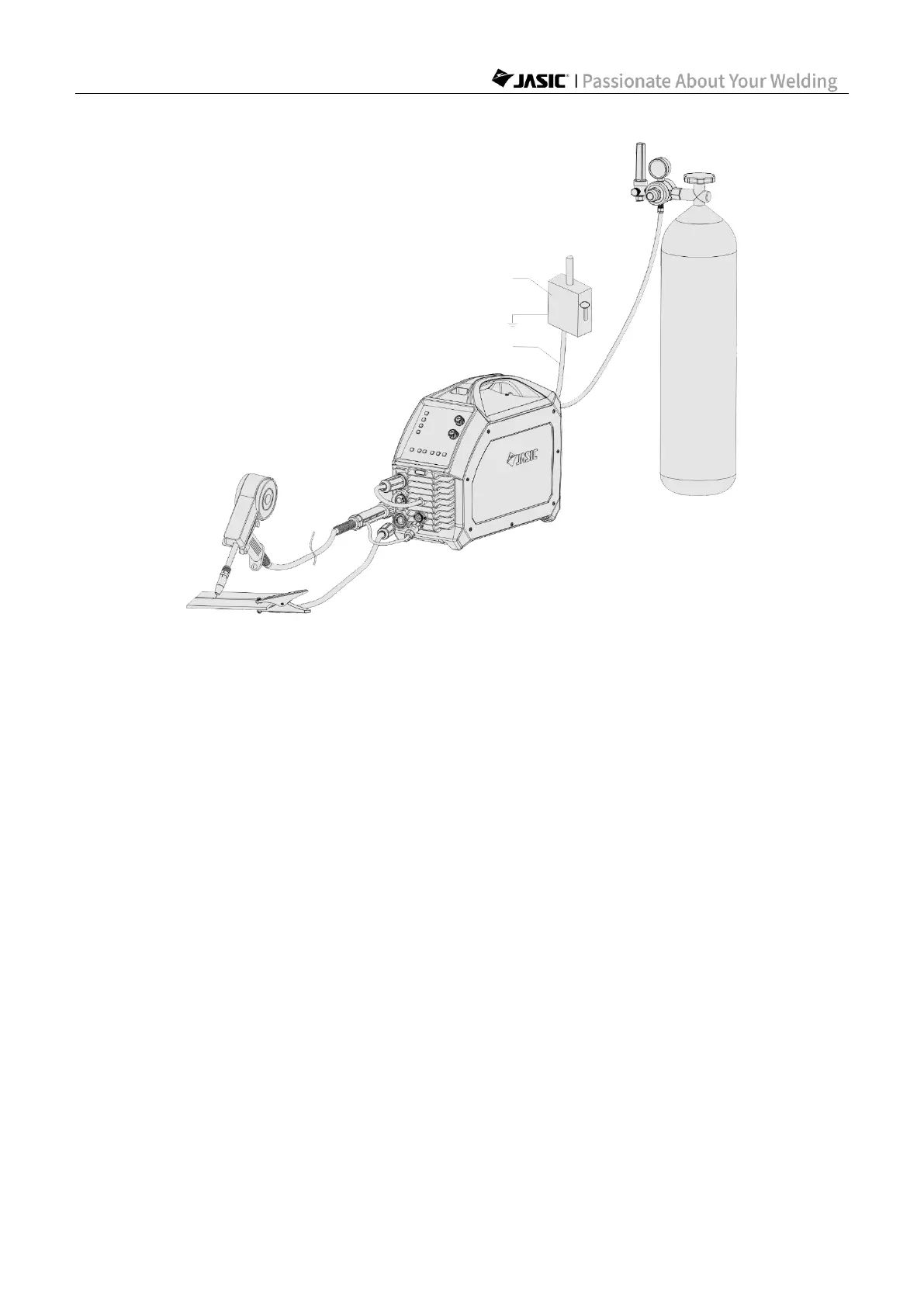
(Wiring diagram of spool torch: DCEP)
Pay attention to the polarity of wiring before MIG. See section 5.3.1 for details. Take DCEP as
an example:
1) Ensure that the power switch of the welder itself is turned off.
2) Insert the torch plug into the central socket on the front panel of the welder and tighten it
clockwise.
3) Insert the 9-pin control plug of the welding torch into the 9-pin aviation socket on the front
panel of the welder and tighten it clockwise.
4) Insert the cable plug with earth clamp into the negative polarity socket on the front panel of
the welder and tighten it clockwise.
5) Insert the polarity changeover connector into the positive polarity socket on the front panel
of the welder and tighten it clockwise.
6) Connect one end of the gas hose to the gas valve inlet on the rear panel of the welder, and
the other end to the gas regulator outlet, and secure it with a clamp.
Note! When performing carbon steel flux-cored self-shielded welding, please replace
with dedicated knurling wire feed roller and use "DCEN".
When performing aluminum magnesium alloy welding, please replace with U-groove
wire feed roller, contact tip, and 2.0mm diameter Teflon liner for aluminum welding,
and use " DCEP".