19
Fig 15
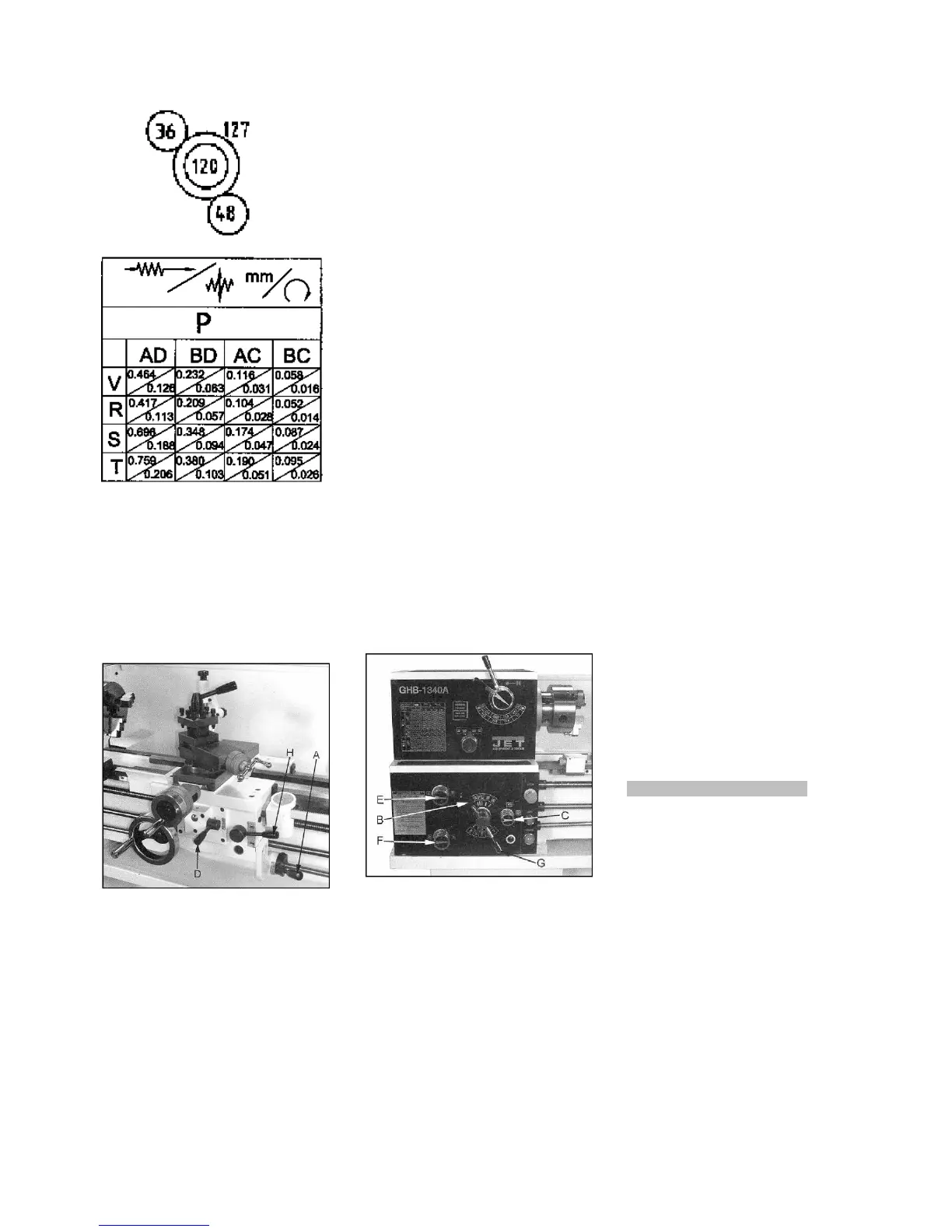
Weitere Vorschübe sind bei
geänderter Wechselradsteckung
möglich.
Schalten Sie den Vorschub
Schaltheben (D, Fig 16):
- für Längsvorschub nach rechts und
oben.
- für Quervorschub nach links und
unten.
Fig 16
Der richtige Vorschub hängt vom
zu zerspanenden Material, der Art
der Zerspanung, dem
Schneidwerkzeug, der Stabilität der
Werkstück-Einspannung, der
Spantiefe und der gewünschten
Oberflächenqualität ab.
Zum Beispiel:
Außenzerspanung eines gut
eingespannten 25mm Werkstücks aus
Stahl (C15) mit einem HM Werkzeug
bei 1255 U/min.
Schruppzerspanung:
Spantiefe 1,5mm
Vorschub pro Umdrehung 0,2mm
(Getriebeeinstellung B, D und R )
Schlichtoperation:
Spantiefe 0,5mm
Vorschub pro Umdrehung 0.1mm
(Getriebeeinstellung A, D und R )
Feinschlichtoperation:
Spantiefe 0,2mm
Vorschub pro Umdrehung 0.05mm
(Getriebeeinstellung B, C und R )
Beim Schruppen großer Durchmesser
die Spantiefe reduzieren!
6.6 Gewindeschneiden
Gewinde werden in mehreren
Durchgängen mit einem
Gewindeformstahl zerspant.
Die radiale Zustellung sollte jeweils
ca. 0,2mm betragen, für die letzten
Schlichtschnitte weniger.
Stellen Sie die Getriebe Wahlhebel (B,
E, F, G, Fig 17) auf die gewünschte
Position.
Fig 17
Aktivieren Sie die Leitspindel am
Drehknopf (C).
A) Schneiden metrischer und
zölliger Gewinde:
Stellen Sie die gewünschte Steigung
und Spantiefe für den ersten Schnitt
ein.
Schließen Sie die Schlossmutter (H,
Fig 16).
Die Schlossmutter bleibt während der
gesamten Gewindeschneidoperation
geschlossen.
- Starten Sie die Maschine mit der
langsamsten Drehzahl.
- Bei Schnittende stoppen Sie den
Motor und bringen gleichzeitig mittels
Querschlittenhub den Gewindestahl
außer Eingriff (Achtung Nachlauf:
Stoppen Sie den Motor rechtzeitig)
- Starten Sie den Motor in der
Gegendrehrichtung bis sich der
Drehstahl wieder in seiner
Ausgangslage befindet.
Wiederholen Sie diese Schritte bis zur
Fertigstellung des Gewindes.
B) Schneiden metrischer
Steigungen mit der Gewindeuhr:
Die meisten metrischen Steigungen
können mit Einsatz der Gewindeuhr
(G, Fig 7) geschnitten werden.
Hier kann nach jedem Arbeitsgang die
Schlossmutter geöffnet und der
Längsschlitten mittels Handrad in die
Ausgangsstellung zurückgebracht
werden.
Die Schlossmutter darf nur an den
entsprechenden Gewindeuhr
Skalenstrichen geschlossen werden.
6.7 Bohren
Zur Aufnahme von Spiral- und
Zentrierbohrern ist ein
Selbstzentrierendes Bohrfutter mit
Einsteckzapfen MK 3 (optional)
erforderlich.
Drehzahlempfehlungen entnehmen
Sie bitte dem Kapitel 6.4
Zum Auswerfen des Bohrfutters die
Reitstockpinole ganz zurückkurbeln.
7. Rüst- und Einstellarbeiten
Allgemeine Hinweise:
Vor Rüst- und Einstellarbeiten
muss die Maschine gegen
Inbetriebnahme gesichert werden.
Netzstecker ziehen und die Not-Aus
Taste drücken!
7.1 Wechselräder Steckung
Hinweis:
Die installierten Wechselräder 36T x
127T x 48T decken die meisten
Vorschübe und metrischen
Steigungen ab.
Die Wechselräder in der Werkzeugbox
dienen zum Schneiden von zölligen
Gewinden.