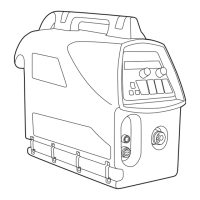
3.3.3 Control knobs
• Theleft-handcontrolknob(P8)allowsadjustmentofthespeedofwirefeeding.The
selected speed is shown on the display on the left-hand side (P2).
• Thecontrolknobontheright-handside(P9)allowsyoutoadjusttheweldingvoltage.The
selected voltage is shown on the right-hand display (P6).
Theseadjustersareusedalsoforselectingthevaluesofthemachine’soperationalparameters,
such as the MIG mode and set-up features. A parameter for adjustment is selected with the
left-hand knob knob (P8), while the value of the parameter is selected with the right-hand
knob (P9).
3.3.4 Adjustment of MIG dynamics (arc force)
When you press button P3, you can adjust the MIG welding dynamics of the machine by
means of the right-hand knob, P9. The welding dynamics setting aects the properties of the
weldingarcandtheamountofspatterasfollows:
• Thevalue0istherecommendedbasicsetting.
• Usevalues-1…-9ifyouwantasofterarcandlessspatter.
• Usevalues1…9ifyouwantarougherandmorestablearc.Thissettingisusefulwhen
you are using 100% CO₂-shielding gas when welding steel.
3.3.5 Gas test
The gas test button (P4) opens the gas valve without activating the wire feed or power source.
Bydefault,gasowsfor20seconds.Thegasowtimeremainingisshownonthedisplay.
Theright-handknob(P9)allowsyoutosetthedefaultgasowtime,between10-60seconds,
andstorethenewdefaultvalueinthemachine’smemory.Toabortthegastest,pressthestart
button or gun switch.
3.3.6 Wire Inch
When you press the Wire inch button, P5, the wire feeder engine starts but the gas valve does
not open and the power source is not activated. The default wire feed speed is 5 m/min, and
you can adjust the speed with the right-hand knob. When the button is released, the wire
feedingstops.Themachineautomaticallygoesbacktothenormalstateafterapproximately
ve seconds from release of the button or immediately when you press the start button.
3.3.7 Selection of liquid- or gas-cooled MIG gun
YoucanselectaMIGguncooledwithliquidorgasbypressingbuttons3and5simultaneously
and holding them down for at least one second.
• Whenthedisplayreads‘GAS’,youcanuseagas-cooledMIGgunwiththeequipment.
• Whenthedisplayreads‘COOLEr’,youcanusealiquid-cooledMIGgunwiththe
equipment.
YoucanchangethegunselectionbypressingbuttonsP3andP4again,asabove.Witha
liquid-cooled gun selected, the liquid cooling function is started when the power source is
startedthenexttime.
3.3.8 Retrieval of weld data
The weld data function allows you to return to the welding current and voltage used during
the previous session, with the weld data feature. To use the feature, press buttons P4 and P5
simultaneously.
3.3.9 Selection of control panel
Button P10 allows you to switch control between the control panels in the power source and
wire feeder. The indicator shows which of the control panels is in use.
• Whenthe‘LOCAL’lightison,thewirefeedingspeedandweldingcurrentaresetusing
knobs P8 and P9 of the power source control panel.
• Whenthe‘REMOTE’lightison,thewirefeedspeedandweldingcurrentaresetusingthe
control panel of the wire feeder. Control knobs of the power source are disabled in this
mode.
EN
10
FastMig KM 300, 400, 500 / © Kemppi Oy / 0901
FI
SV
NO
DA
EN
DE
NL
FR
ES
PL
RU
 Loading...
Loading...