EN
2.8.3 Arc length trimmer in automatic mode
The arc length/weld shape/voltage trimmer adjusts the length of the arc, either shorter or
longer, and aects the welding temperature. A shorter arc is colder and a longer one hotter.
The arc length trimmer also aects the arc’s welding properties and inuences weld spatter
with dierent combinations of ller wire diameters and shielding gases. The trimmer range is
-9...0...9: negative values shorten and positive values lengthen the arc. The trimmer is preset at
0 which is, in most cases, a suitable basic setting.
If the weld is too convex, the arc is too short or cold. Then adjust the arc longer or hotter by
turning the control clockwise.
If, on the other hand, you want to weld with a colder arc to prevent for example the parent
material from burning through, adjust the arc shorter by turning the control counter
clockwise. You can also adjust the welding power, if needed.
When adjusting the arc length, the cross sectional weld joint graphic on the machines display
changes correspondingly to either a more concave, at or convex weld result.
NOTE! When welding for the rst time, we recommend that you set the arc length trimmer to 0.
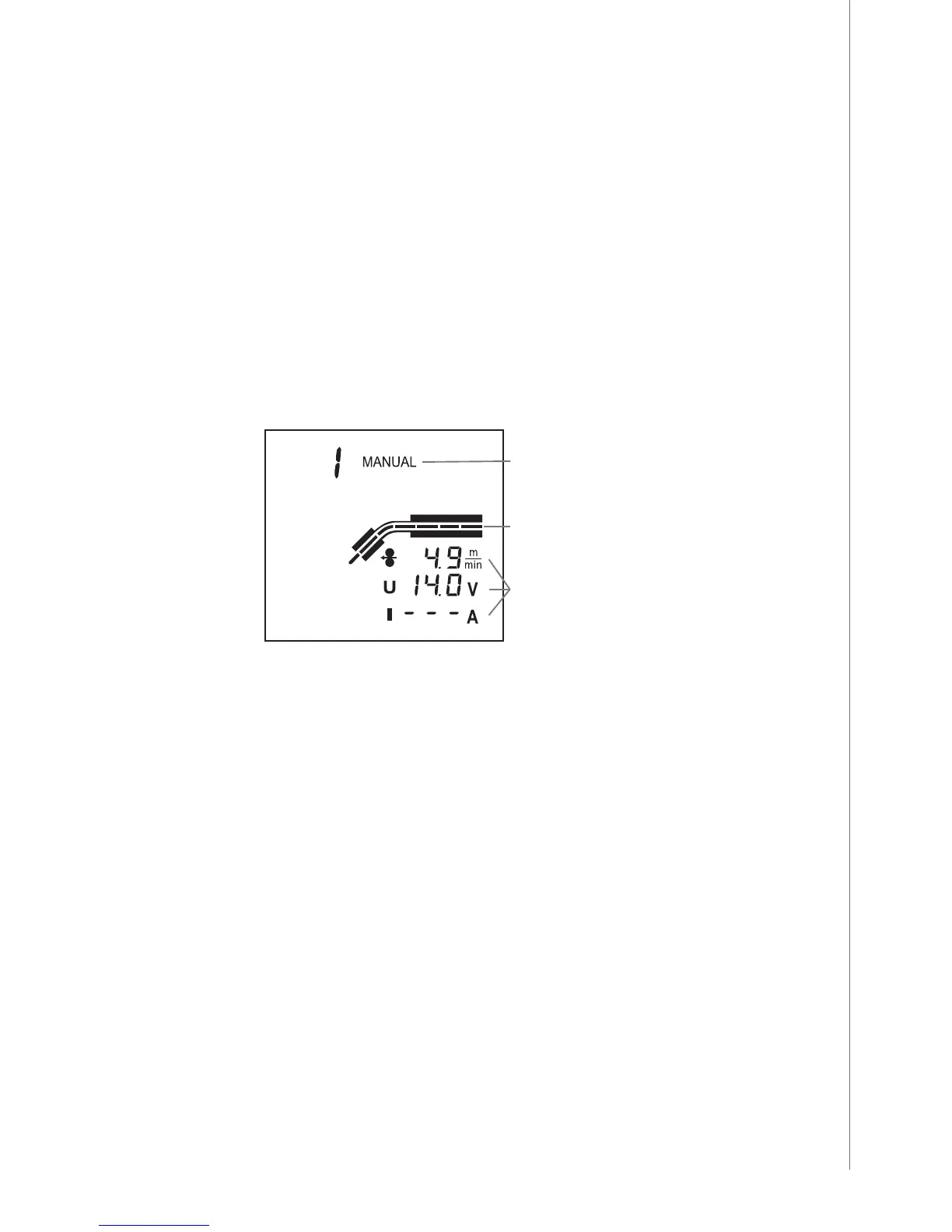
2.8.4 Display in manual mode
1.
2.
3.
1. Operating mode
2. Wire feed graphic
3. Welding values: wire feed speed, welding voltage and welding current
The selected 'Manual' operating mode is conrmed on the display. During welding, the wire
feed speed graphic displays the wire’s speed. Wire feed speed is the only welding parameter
always visible on the display. When adjusting welding voltage, the display shows the set value
for the voltage, and only during welding does the display show the actual value. Welding
current is visible on the display only during welding. Values for actual welding voltage and
welding current remain on the display after welding, until welding is restarted or settings are
changed.
13
MinarcMig Evo 200 / © Kemppi Oy / 1110
 Loading...
Loading...