PROTIG 410 / 0537 – 11© KEMPPI OY
H26 P23 P24 P25
S21
S23S22 S27
S28
H21
H22
H25
H24
P21
P22
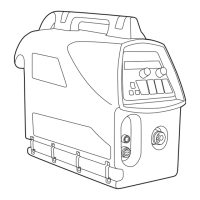
3. OPERATIONS OF PANELS
3.1. CONTROL PANEL TL 6271265
Selection of MMA/TIG welding (S21)
Selection of TIG ignition method (S22)
Selection of operating mode of torch switch (S23)
Selection of adjustable parameter (S27)
+/- adjustment of selected parameter (S28)
Display for pre-gas time (P21)
Display for current up-slope time (P22)
Display of welding current (P23)
Display of down-slope time of current (P24)
Display of post gas time (P25)
Led-lamp is illuminated to show those selections and operations which are used.
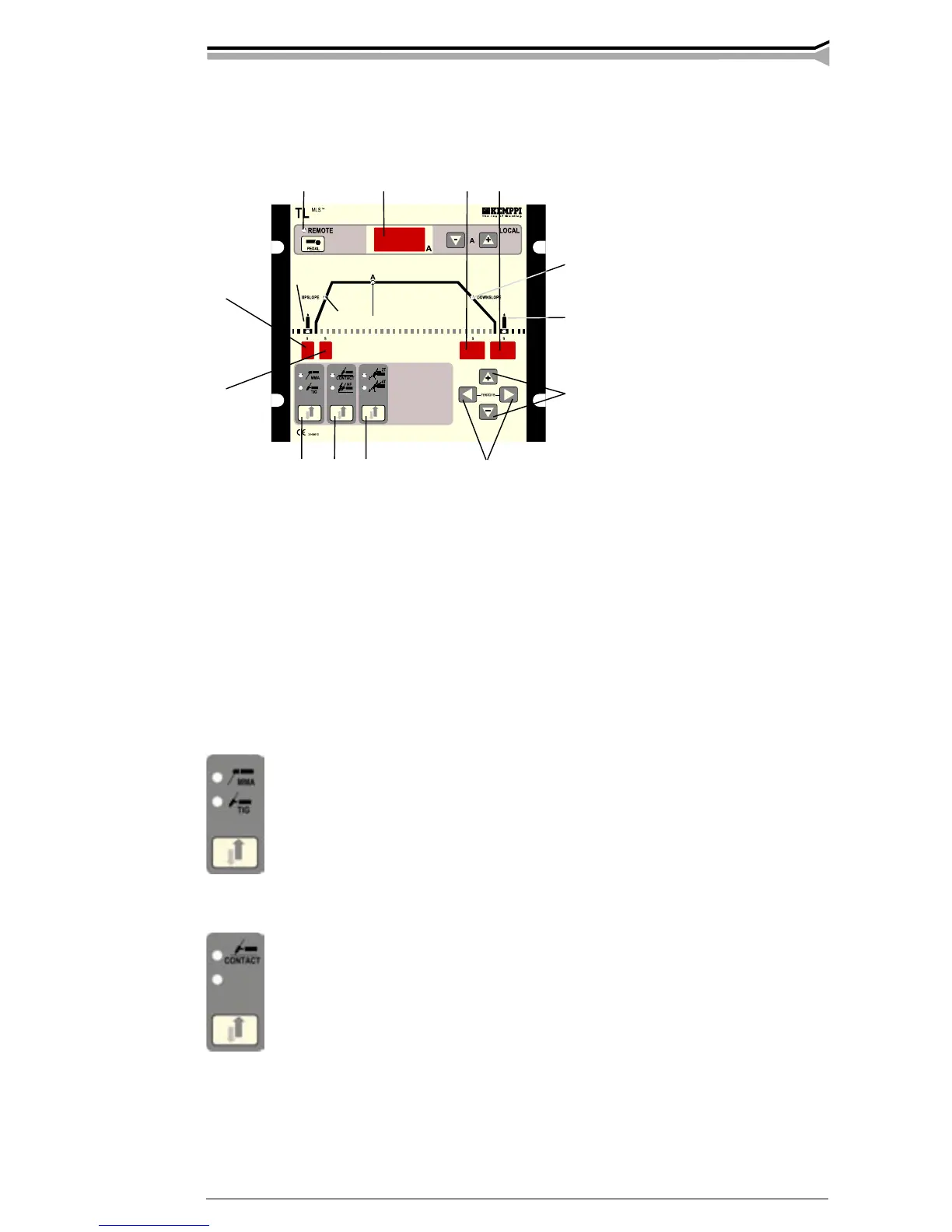
3.1.1. Selection of MMA/TIG welding
Don`t forget to change polarity of voltage when you go over from one method
to another: TIG welding generally in torch-, MMA welding generally in eletrode
holder +, see connection on page 4 or 5.
3.1.2. Selection of TIG ignition method
Contact ignition:
Spark generation is prevented and arc will be ignited as follows:
1. Touch work piece with an electrode.
2. Start power source with the torch switch.
3. Lift electrode off from work piece in which case arc will be ignited. If arc is not
ignited within 1 s, the ignition must be repeated.
Scratch ignition is not recommended.
Control of ignition spark
Spark power may cause interference with eletronics equipment, which are not properly pro-
tected. If there is interference, use contact ignition.
 Loading...
Loading...