13
• Die Fügekraft muss dem Schweissmaterial angepasst werden (siehe Schweissparameter, Fügekraft Seite 8).
• Heizkeiltemperatur muss erreicht sein.
• Schweissautomat in die überlappgelegte Dichtungsbahn oder Folie
bis an den Anschlag der Führungsbleche unten (30) / oben (29)
einfahren und positionieren.
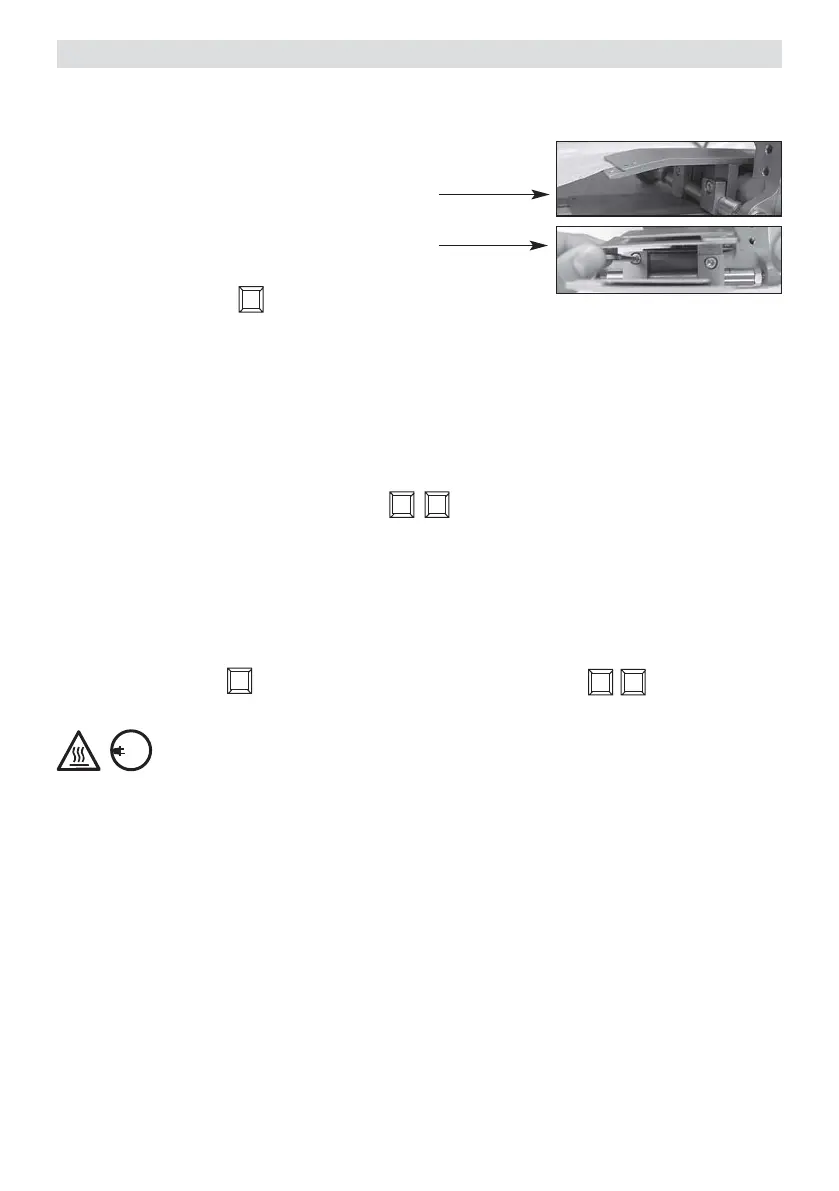
• Nach Bedarf Überlappungsabstand der Führungsbleche unten (30) /
oben (29) durch Lösen der Imbussschraube einstellen.
• Nach der Einstellung Imbussschraube anziehen.
• Antriebsmotor mit Taste auf Tastenfeld (4) einschalten.
• Heizkeil (7) einfahren.
• Spannhebel (9) spannen.
Schweissvorgang beginnt
• Durch die Führungsbleche unten (30) / oben (29) werden die Folien und Dichtuchnsbahnen automatisch auf
die Schweiss nahtbreite von 30 mm angepasst und verschweisst.
• Schweissnaht kontrollieren (Schweisswulst / Fügeweg).
Bei Bedarf Schweissgeschwindigkeit mit Tasten auf Tastenfeld (4) korrigieren.
• Das Gerät wird durch die schräg gestellten Laufräder (28) und
die Führungsbleche unten (30) / oben (29)
während des Schweissvorgangens automatisch geführt. Korrekturen können mittels Führungsgriff (13) vorge-
nommen werden.
Ende Schweissvorgang
• Spannhebel (9) entspannen, Heizkeil (7) mit Ballengriff (8) zurück ziehen.
• Antriebsmotor mit Taste auf Tastenfeld (4) ausschalten. Heizung mit Tasten (gleichzeitig drücken)
auf Tastenfeld (4) ausschalten.
Nach Beendigung der Schweissarbeiten Heizkeil (7) abkühlen lassen und Netzanschlussleitung
vom elektrischen Netz trennen.
M
+–
M
H
+
230
400
Schweissablauf für Unterdach