LORCH
Fund
amentals
of
the MIG/MAG welding process
16 Fundamentals of the MIG/MAG welding process
-~"'--'"~~~~~~~~~~~~~~~~
16.1
Princip
le
of
the MIG/MAG
welding
process
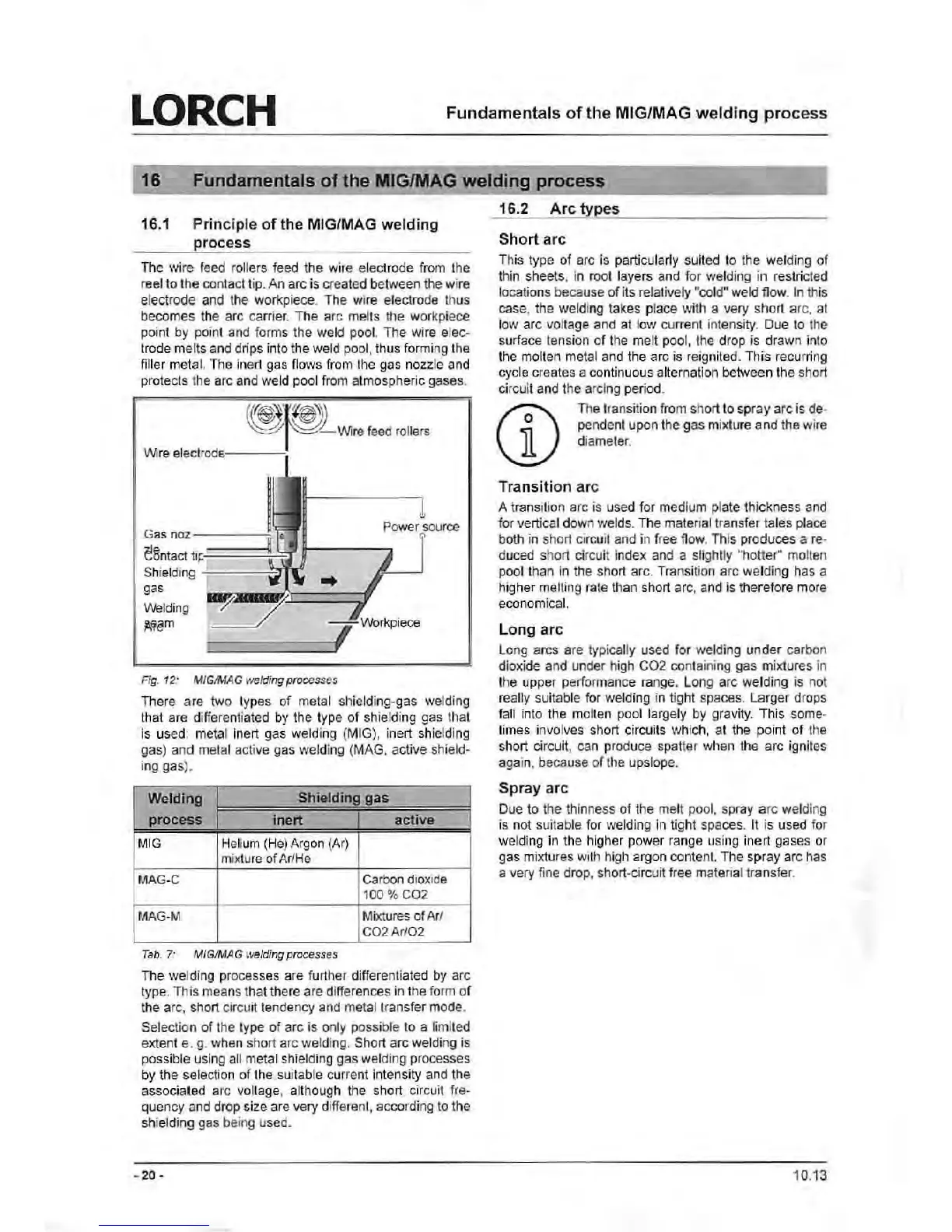
The wire feed rollers feed the wire electrode from the
reel to the contact tip.
An
arc is created between the wire
electrode
and
the workpiece. The wire electrode thus
becomes the arc carrier. The arc
melts the workpiece
point by point and forms the
weld pool. The wire elec-
trode melts a
nd
drips into the weld pool, thus fo
rm
i
ng
t
he
filler metal. The inert gas flows from the gas nozzle and
protects the arc and
weld pool from atmospheric gases.
Wire electr
od£--
-
-:
G
as
noz
--
-
---"
~Bntact
ti~:
-=
~
~~~
Sh
ielding
-,..--
-===--
___,.~
gas
Welding
,._flem
Fig. 12: MIG/MAG welding process
es
(!>
Powe
r source
t:I
There a
re
two types
of
metal shielding-gas welding
that are diffe
re
nt
iated
by
the type
of
shielding
gas
that
is used:
metal inert gas welding (MIG), inert shielding
gas) and metal active gas weldi
ng
(MAG, active shield-
ing gas
).
Welding
Shielding
gas
process
inert
act
i
ve
MIG
He
li
um
(He)
Ar
gon
(Ar)
mixt
u
re
of
Ar/He
MAG-C
Ca
rb
on
di
ox
id
e
100 %
C02
MAG-M
Mixtures of Ar/
C02Ar/02
Tab.
7:
MIG/MAG welding processes
The welding processes are further differentiated by arc
type. T
his
means that there are differences
in
the form of
the arc, short circuit tendency and
metal transfer mode.
Selection
of
the type
of
arc is only possible to a limited
extent e. g. when short arc welding. Short arc welding is
possible using all metal shielding gas welding processes
by the
selection of the suitable current intensity and the
associated arc
voltage, alt
ho
ugh the short circuit fre-
quency and drop size are very different, according to the
shielding gas being use
d.
- 20 -
16
.2
Arc
ty
pes
Short
arc
This type of arc is particularly suited to the welding
of
thin sheets, in root layers and for welding in restric
te
d
locations because
of
its relatively "cold" weld flow.
In
th
is
case
,
the
weldi
ng
takes place with a very short arc. at
low arc voltage and
at
low cu
rre
nt intensity. Due to the
su
rf
ace tens
io
n of the
me
lt pool, t
he
drop is drawn into
the
mo
lt
en
metal and the arc is reignite
d.
This recurring
cyc
le
creates a continuous alternation between the short
circuit and the arcing period.
CD
The transi
ti
on from short to spr
ay
arc is de-
pendent upon the gas mixture and the wire
diameter.
Transiti
on
arc
A transi
ti
on arc is used for medium plate thickness and
for vertical down
welds. The materi
al
transfer tales place
both in short ci
rcu
it and in free flow. This produces a
re
-
duced short
ci
rcu
it index and a slightly "hotter"
mo
l
ten
pool than
in
the short arc. Tra
ns
ition arc welding has a
higher
melting
ra
te than short arc, a
nd
is therefore more
economical.
Long
arc
Lo
ng arcs are typically used for welding under carbon
dioxide and under high
C0
2 containi
ng
gas mixtures
in
the upper pe
rf
ormance
ra
nge. Long arc welding is not
re
ally suitable for welding in tight spaces. Larger drops
fall into the molten pool largely by gravi
ty.
This some-
times involves short circuits whic
h,
al
the point or the
short circuit,
ca
n produce spatter when the arc ignites
again. because of the
upslope.
Sp
ra
y arc
Due to the thinness
of
the melt pool, spray arc welding
is not suitable for welding
in
tight spaces. It is used for
welding in the high
er
power range using inert gases or
gas mixtures with high argon conten
t.
The spray arc has
a very fine dro
p,
short-circuit free material transfer.
10.13