7. POSITIONING CONTROL
7 − 85
(4) Servo program
The servo program No. 500 for speed-switching control is shown below.
Start speed-switching control
2-axes linear interpolation control (absolute data method)
Axis used ……………Axis 2, Axis 3
End address
Positioning speed ……2000
Speed-switching point, speed setting
End speed-switching control
<K500>
VSTART
ABS-2
Axis 2, 100000
Axis 3, 50000
Speed 2000
VABS
Axis 2, 40000
Speed 8000
VABS
Axis 2, 70000
Speed 5000
VEND
Axis 2……100000
Axis 3……50000
Indicated axis number Axis 2
Speed-switching points 40000 70000
Speed to speed-switching point 8000 5000
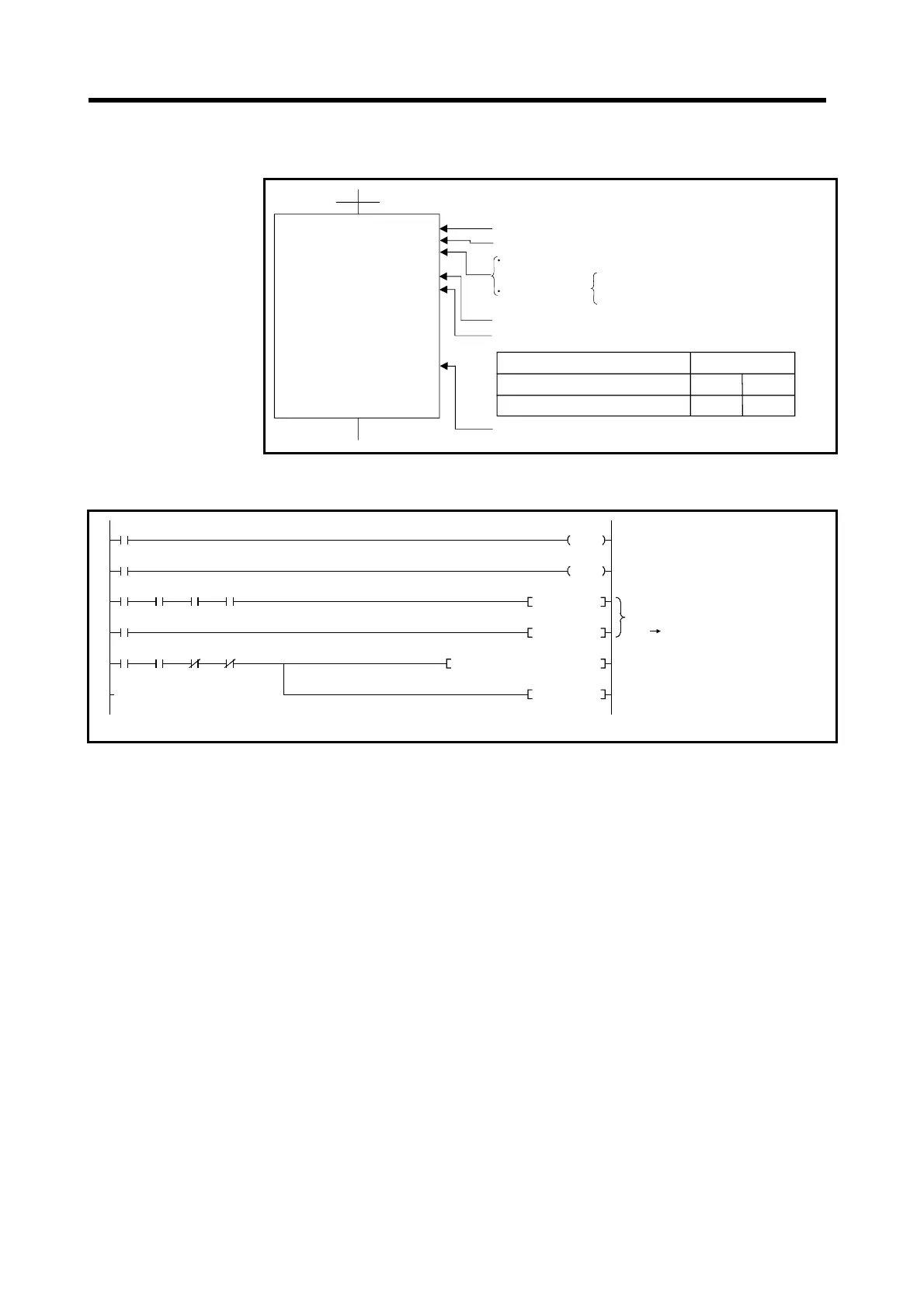
(5) Sequence program
The sequence program which runs the servo program is shown below.
0
CIRCUIT END
M2000
SVST
2
4
11
13
M9039
M9074
X000
M500
M9074
M9074
M501
M2049 M9076
M2002
M2042
PLS
SET
RST
M500
M501
M501
500
K
J2J3
M2003
Turns ON PLC ready.
Turns ON all axes servo start command.
Turns ON servo program No.500 start
command flag (M501) when X000 turns
OFF ON.
Servo program No.500 execution request.
Turns OFF M501 on completion of servo
program No.500 execution request.

 Loading...
Loading...





