1
Thank you for purchasing DAIHEN shock sensor built-in type CO
2
/MAG welding torch.
Before use, read this instruction manual thoroughly to use the product correctly.
[Note] 1. The contents in this instruction manual are subject to change without prior notice.
2. We have carefully written the standard specifications to eliminate as many errors as possible.
Even if any errors are found in the contents, we are not responsible for any damage resulting
from those errors.
3. No part of this instruction manual may be reproduced or stored in any form without the express
written permission.
1. Specifications
This is the “Shock sensor built-in type welding torch” to be used for CO
2
/MAG welding.
The specifications are shown in Table 1.1. (Refer to Fig. 1.1 ~1.3 for the outline drawing.)
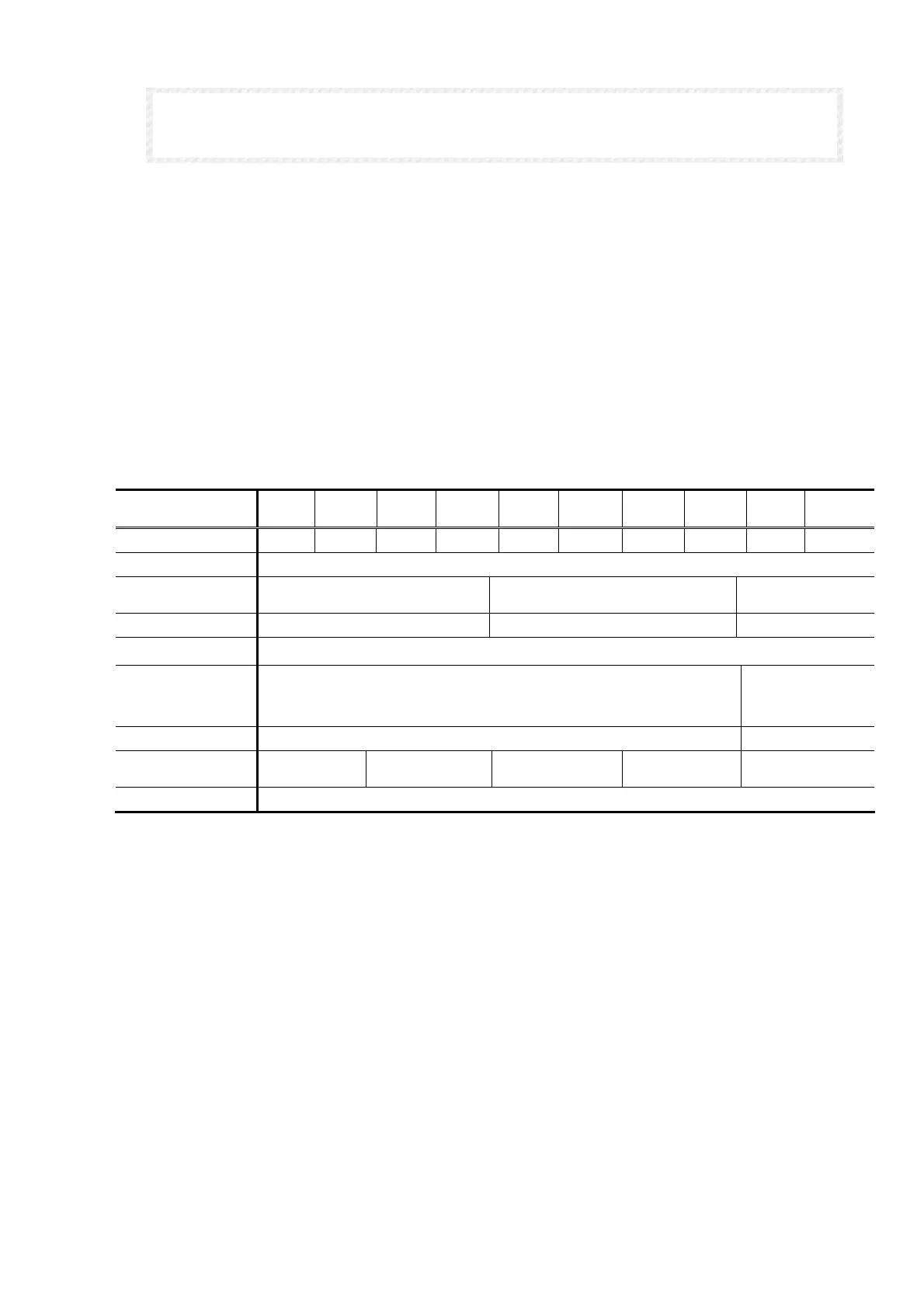
Table 1.1 Specifications of welding torch
Model
MTX-
3531
MTXC-
3531
MTXB-
3531
MTXCB-
3531
MTX-
5031
MTXC-
5031
MTXB-
5031
MTXCB-
5031
MTXW-
5031
MTXCW-
5031
Torch type
Straight Curved Straight Curved Straight Curved Straight Curved Straight Curved
Welding process
CO
2
(MAG)
Max. operating
current
350A(250A) 500A(300A) 500A(350A)
Rated duty cycle
50% 50% 70%
Wire type
Solid wire, Flux cored wire
Applicable wire
diameter
(φ0.8)(φ0.9)(φ1.0) φ1.2 (φ1.4)(φ1.6)
(φ
0.8
)(φ
0.9
)
(φ
1.0
)(φ
1.2
)
(φ
1.4
)
φ
1.6
Cooling system
Air cooling Water cooling
Nozzle cleaning
function
−
Air-blow
−
Air-blow
−
Shock sensor
Built-in
Note) 1. While using MTXW-5031 and MTXCW-5031, be sure that DAIHEN coolant liquid is being supplied with the
water tank (PU-301).
2. The maximum operating current and rated duty cycle are different between CO
2
and MAG welding system.
3. The model MTXB-3531, MTXCB-3531, MTXB-5031 and MTXCB-5031 shall be used accompanied with the
air-blow unit. (Refer to the section 3.5.)
4. Shock sensor function
In the Arc welding system, a welding torch may collide with a workpiece or jig, resulting in its deformation,
or the robot body may get damaged. To avoid such an accident, this welding torch has the shock sensor
function, which stops the robot motion immediately when excess force is applied on the torch tip (nozzle
part), by keeping the nozzle part away and outputting the excess force detection signal at a time.
(* However, this function does not guarantee the torch positioning accuracy.
After the shock sensor was
activated, ensure the torch aiming point.) (See the section 5.2.)