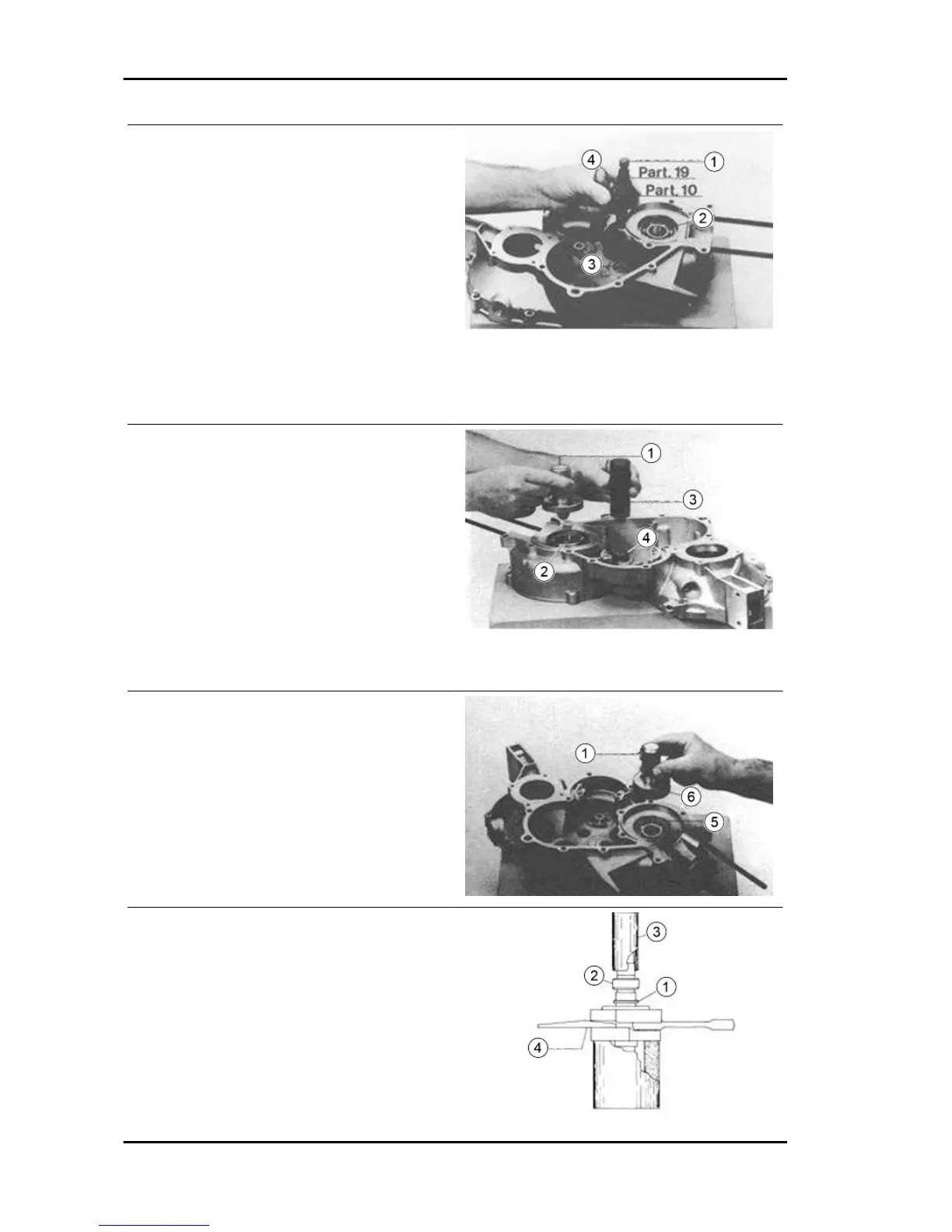
MULTI-GEAR PIN ROLLER BEARING
Use the special tool (1) provided in items 10 and
19, and pull the roller bearing (3), acting on the
central nut (4).
Specific tooling
T.0021467 Bearing extractor
CLUTCH-SIDE CRANKCASE HALF - FITTING
Similarly to the procedure for installing the flywheel side crankcase, heat the special tool, the area
housing the bench ball bearing.
BENCH BALL BEARING - MULTI-GEAR ROLL-
ER BEARING
Insert, using the special tool (1), the bench ball
bearing (2) in its housing, wait until the crankcase
has cooled, and fit, with the appropriate tool, the
roller bearing (4) of the multi-gear pin.
Specific tooling
T.0023589 Punch for bearings and sealing
rings
T.0033970 Punch for fitting roller bearings
CIRCLIP - SEAL RING
Assemble, with the help of specific pliers, the cir-
clip (1) and, redeploying the specific tool (2), the
seal ring (3).
Specific tooling
T.0022465 Pliers for circlips
T.0023589 Punch for bearings and sealing
rings
SPACER - BENCH ROLLER BEARING INTER-
NAL RING
Insert the clutch side crankshaft on a support base
with internal Ø of 36 mm. and, after mounting the
spacer (1), mount the inner ring (2), heated in an
oil bath at 100°C, of the bench roller bearing on the
crankshaft (flywheel side) using as a punch (3) a
section of pipe with internal diameter of 29 mm.
Engine APE TM Benzina
EN - 80