8619470 145A MULTI-PROCESS MIG-ARC-TIG WELDER V1.0
30 For technical questions call 1-800-665-8685
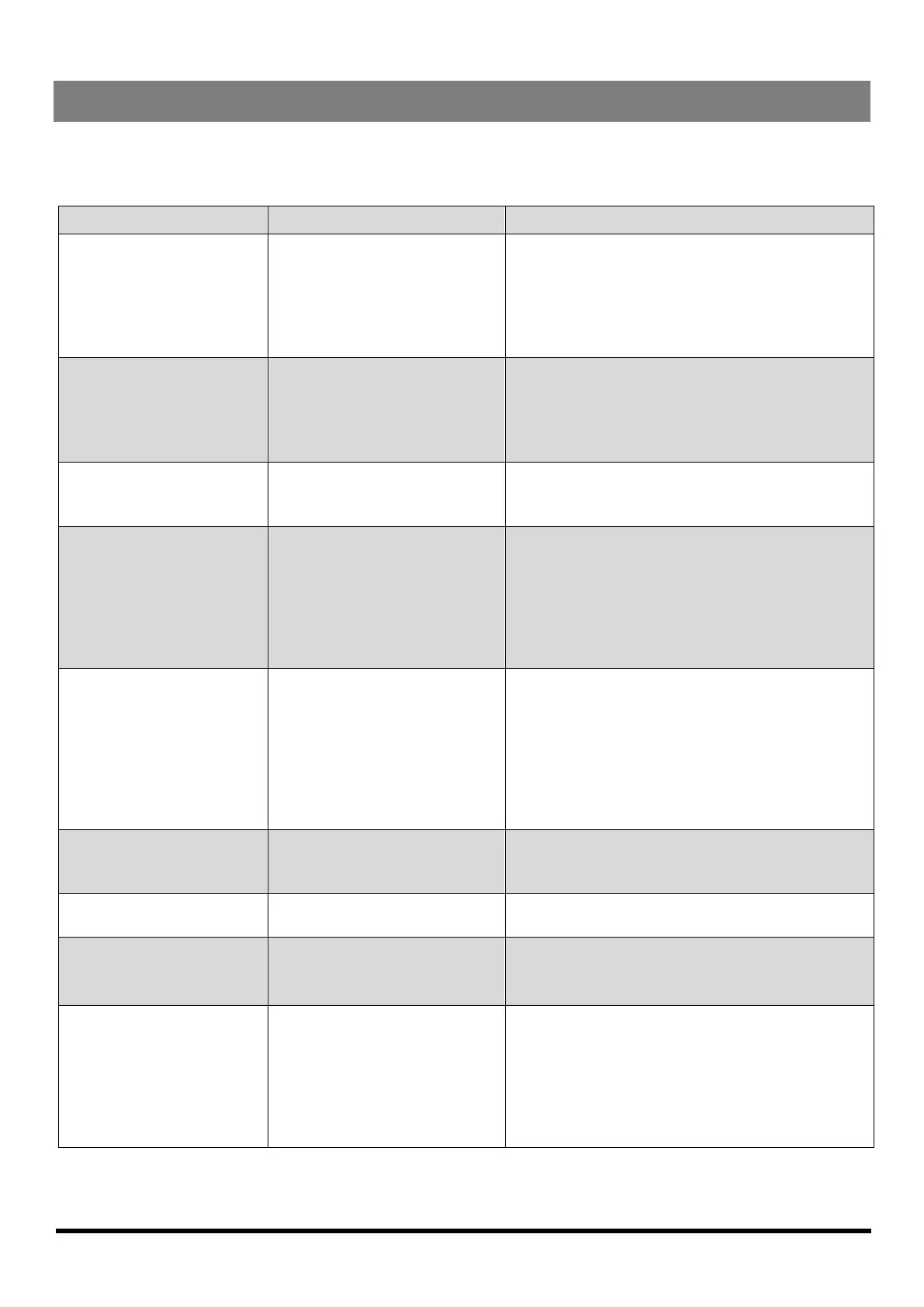
TROUBLESHOOTING
Visit a Princess Auto Ltd. location for a solution if the tool does not function properly or parts
are missing. If unable to do so, have a qualified technician service the tool.
ARC (STICK) WELDING
PROBLEM(S)
OSSIBLE CAUSE(S) SUGGESTED SOLUTION(S)
No arc. 1. Incomplete welding circuit
2. Wrong mode selected
3. No power supply
1. Check earth lead is connected. Check all
cable connections.
2. Check that ARC is selected on the Welding
Mode knob (F).
3. Check that the machine is switched on and
has a power supply.
Porosity − small cavities
or holes resulting from
gas pockets in weld
metal.
1. Arc length too long
2. Workpiece dirty,
contaminated or moisture
3. Damp electrodes
1. Shorten the arc length.
2. Remove moisture and materials like paint,
grease, oil and dirt, including mill scale
from base metal.
3. Use only dry electrodes.
Excessive Spatter. 1. Amperage too high
2. Arc length too long
1. Decrease the amperage or choose a larger
electrode.
2. Shorten the arc length.
Weld sits on top, lack of
fusion.
1. Insufficient heat input.
2. Workpiece dirty,
contaminated or moisture.
3. Poor welding technique.
1. Increase the amperage or choose a larger
electrode.
2. Remove moisture and materials like paint,
grease, oil and dirt, including mill scale
from base metal.
3. Use the correct welding technique or seek
assistance for the correct technique.
Lack of penetration. 1. Insufficient heat input.
2. Poor welding technique.
3. Poor joint preparation.
1. Increase the amperage or choose a larger
electrode.
2. Use the correct welding technique or seek
assistance for the correct technique.
3.
Check the joint design and fit up, make sure
the material is not too thick. Seek
assistance for the correct joint design and
fit up.
Excessive penetration -
burn through.
1. Excessive heat input.
2. Incorrect travel speed.
1. Reduce the amperage or use a smaller
electrode.
2. Try increasing the weld travel speed.
Uneven weld appearance.
Unsteady hand, wavering
hand.
Use two hands where possible to steady up,
practice your technique.
Electrode welds with
different or unusual arc
characteristic.
Incorrect polarity. Change the polarity; check the electrode
manufacturer for correct polarity.
Distortion − movement of
base metal during welding.
1. Excessive heat input.
2. Poor welding technique.
3. Poor joint preparation and
or joint design.
1. Reduce the amperage or use a smaller
electrode.
2. Use the correct welding technique or seek
assistance for the correct technique.
3. Check the joint design and fit up, make sure the
material is not too thick. Seek assistance for the
correct joint design and fit up.