9085754 PROCUT 30A Digi Plus Plasma Cutter V1.0
24 For technical questions call 1-800-665-8685
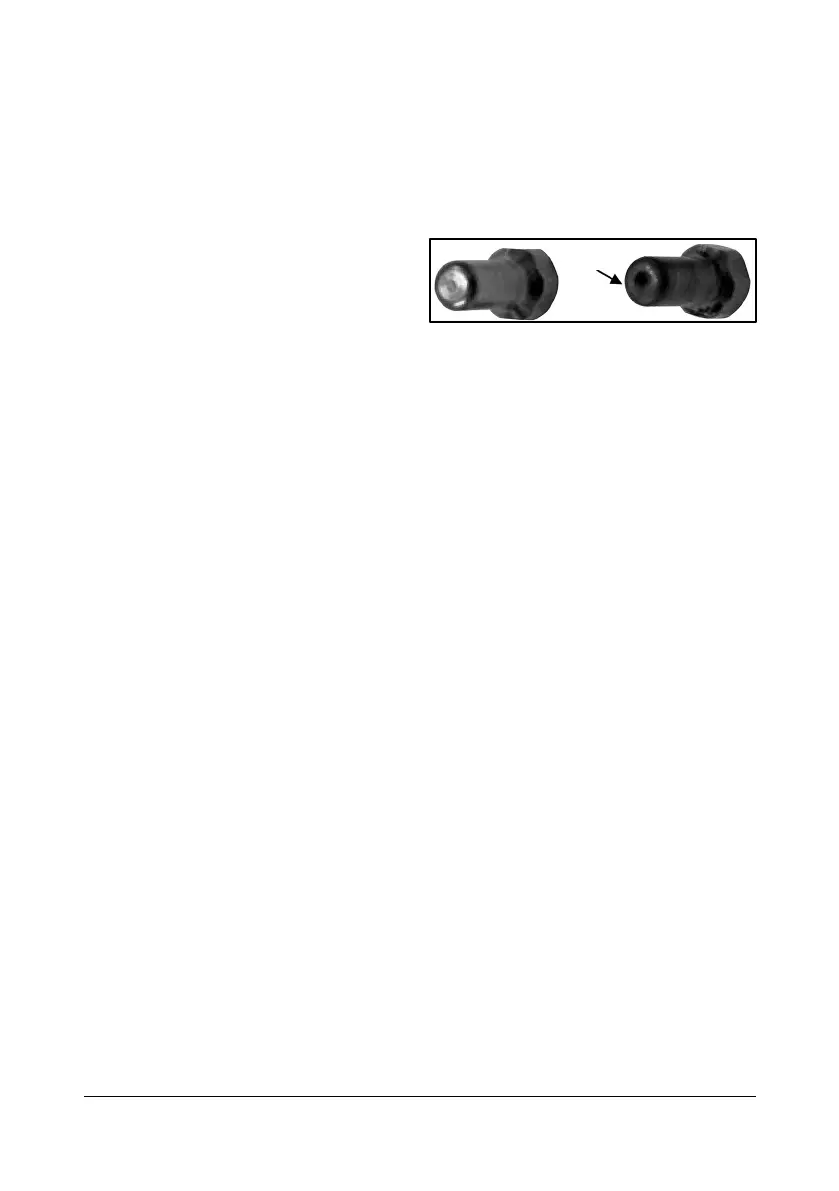
ELECTRODE CONDITION
A fixed gap is established between the electrode and the inside of the
cutting tip. Electrons arc across the gap, ionizing and super heating the air
creating the plasma stream. The electrode contains an insert in the end
made of a highly conductive material called hafnium. This insert erodes
with use and develops a pit in the
end of the electrode. As this pit
grows wider and deeper the quality
of the cut degrades (Fig. 14-1).
Replacement will be necessary.
AIR PRESSURE AND VOLUME
Air pressure, flow rate and air quality are critical to quality plasma cutting
and consumable life span (see Specifications).
The PROCUT 80 air pressure is pre-set at 75 PSI and requires a flow rate of 4.25
CFM (120 l/min). The volume capacity of your compressor is important, if you
have a small compressor with exactly the same CFM rating as the plasma cutter,
then the compressor will run continuously when you are plasma cutting.
A compressor with a CFM rating slightly higher than the plasma cutter would
be more appropriate. A compressor with 1.5 to 2 times the plasma cutter’s
requirement is better if you are doing a lot of cutting or cutting thick plate.
The same air consumption, but slower cut speeds equal a longer cut time.
AIR QUALITY
Good air quality is essential to quality plasma cutting and consumable life span.
The air from a compressor or gas cylinder should be dry and free of
particulate matter. Minimizing the moisture in the air supply is absolutely
critical to quality plasma cuts and longevity of consumable parts.
When moisture droplets enter the high temperatures in the torch’s plenum,
as much as 19,832°F, they immediately break down into oxygen and
hydrogen, which alters the normal chemical content of air in the torch. These
elements change the plasma arc, which alters the nozzle orifice’s shape and
causing the nozzle to wear away. This affects the cut quality in terms of edge,
dross formation, a square edge and edge smoothness.
As a minimum, be sure to drain the receiver (tank) on the air compressor
daily. Most air plasma systems have an on-board particulate filter and/or a
coalescing filter with an auto drain that will remove some moisture from
the air supply.