1
Low pressure
preheat
14
2
15
3
16
4
17
5
18
6
19
7
20
8
21
9
22
10
23
11
24
12
25
13
High pressure
cutting oxygen
Torch up
Torch down
Ignite
Low pressure
cutting oxygen
Mid-pressure
preheat
exhaust
Plasma arc
starting
High pressure
perheat
Low rate at
corner
Plasma
positioning
Spray powder
Raise powder
Enable height
adjusting
Powder preheating
unused
unused
unused
unused
+24V
+24V
+24V
24VG
24VG
COM
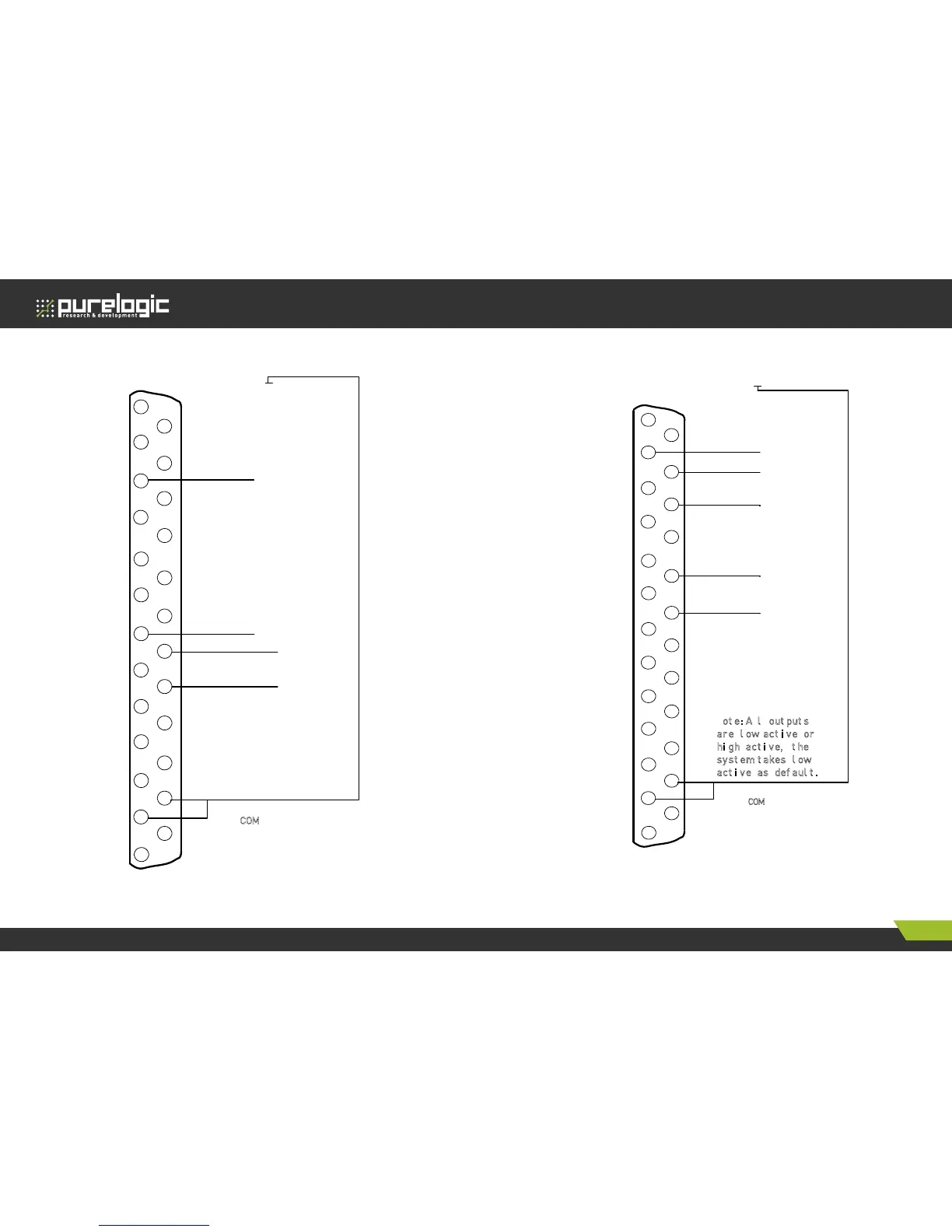
Caution: All outputs can be
effective high or effective low,
system default is effective low .
(connecting to system supply
24VG,Or connecting to the +24V
side of external 24V switching
power supply.)
+24V
Ignition control (effective low)
Spray powder control (low active)
Raise or stir powder control (low active)
Powder preheat (low active)
1
Low pressure
preheat
14
2
15
3
16
4
17
5
18
6
19
7
20
8
21
9
22
10
23
11
24
12
25
13
High pressure
cutting oxygen
Torch up
Torch down
Ignite
Low pressure
cutting oxygen
Medium
pressure cutting
oxygen
Exhaust
Plasma
High pressure
preheat
Corner low speeed
Plasma locating
Spray dust
Raise dust
Enable high
adjusting box
Dusting preheat
Not used
Not used
Not used
Not used
+24V
+24V
+24V
24VG
24VG
COM
Not e: Al l out put s
a
re l ow act i ve or
h
i gh act i ve, t he
s
yst em t akes l ow
a
ct i ve as def aul t .
(Connecting to the system’s
+24V supply,also external
24VSwitch supply +24V port
allowed)
+24V(common)
Torch up control(Low active)
Torch down control(Low active)
Connect to high
adjusting device’ s
arc starting input or
arc starting delay
Connect to high
adjusting device’ s
corner low speed or
automatic / manual
Connect to the locating
input of lifting device
when CNC locating is
needed
(Low
active)
(Low active)
Low active
Typical circuit of using powder Typical circuit of using plasma cutting

 Loading...
Loading...