Technical Appendix
6-30
SINUMERIK 802S base line
Start-Up
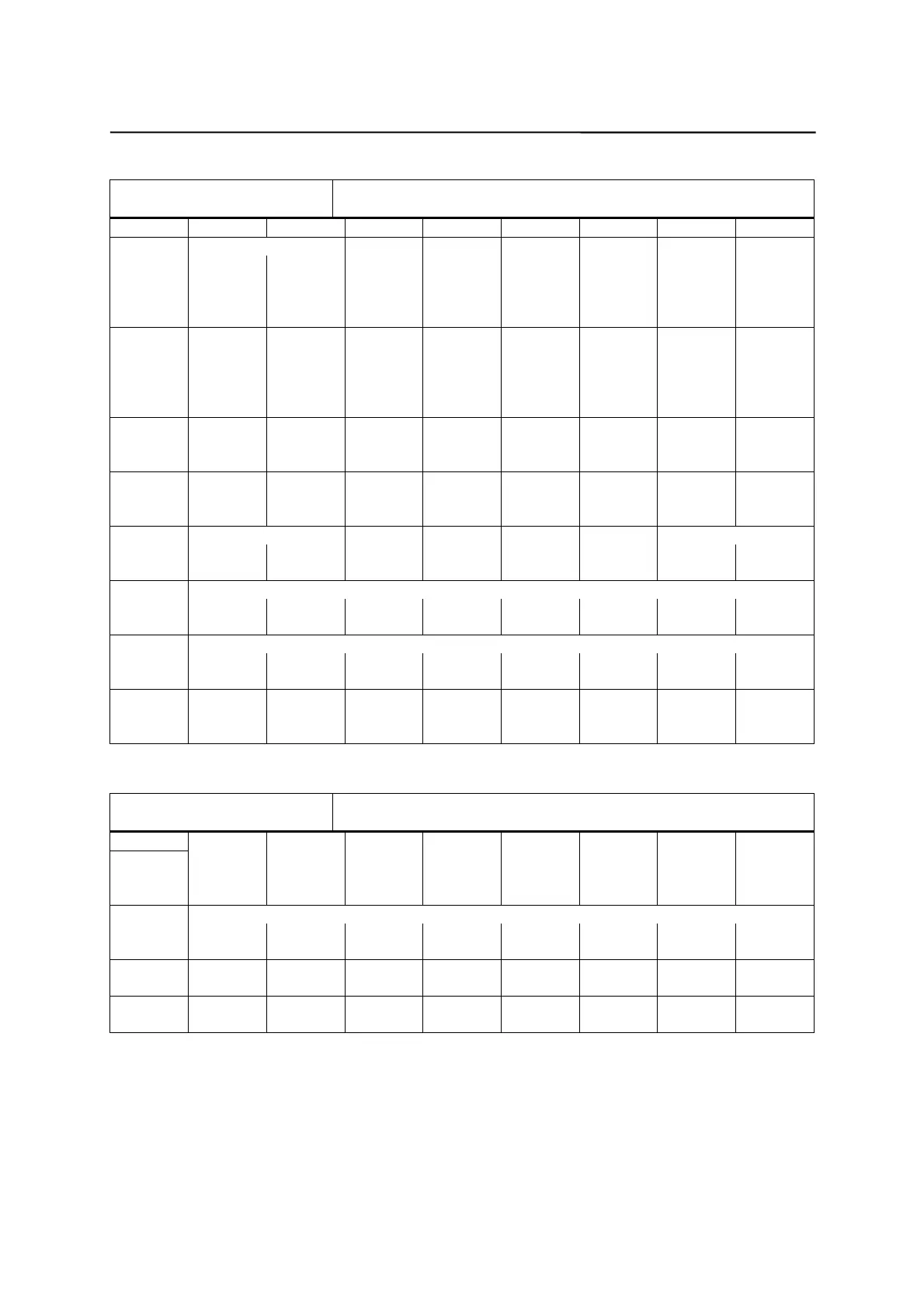
General signals from axis/spindle
3900...3903
Data block
Signals from axis/spindle [r]
Interface CNC -----> PLC
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
Position reached Spindle/
390x0000 no axiswith exact
pos.
fine
with exact
pos.,
coarse
Referen-
ced/
Synchro-
nized 1
Encoder
limit
frequency
exceeded
1
Speed Axis/spin
dle
Follow-up
active
390x0001 Current
controller
controller Position
controller
stopped
active active active (n < n
min
)
390x0002
390x0003
Motion command Handwheel active
390x0004
plus minus 2 1
Active machine function
390x0005 Continu-
ous
1000
INC
100
INC
10
INC
1
INC
390x0006
390x0007
Signals from axis
3900...3903
Data block
Signals from axis [r]
Interface CNC -----> PLC
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
390x1000
(axis)
390x1001
(axis)
390x1002
(axis)
Lubrica-
tion pulse
390x1003
(axis)

 Loading...
Loading...









