Start-Up
4-18
SINUMERIK 802S base line
Start-Up
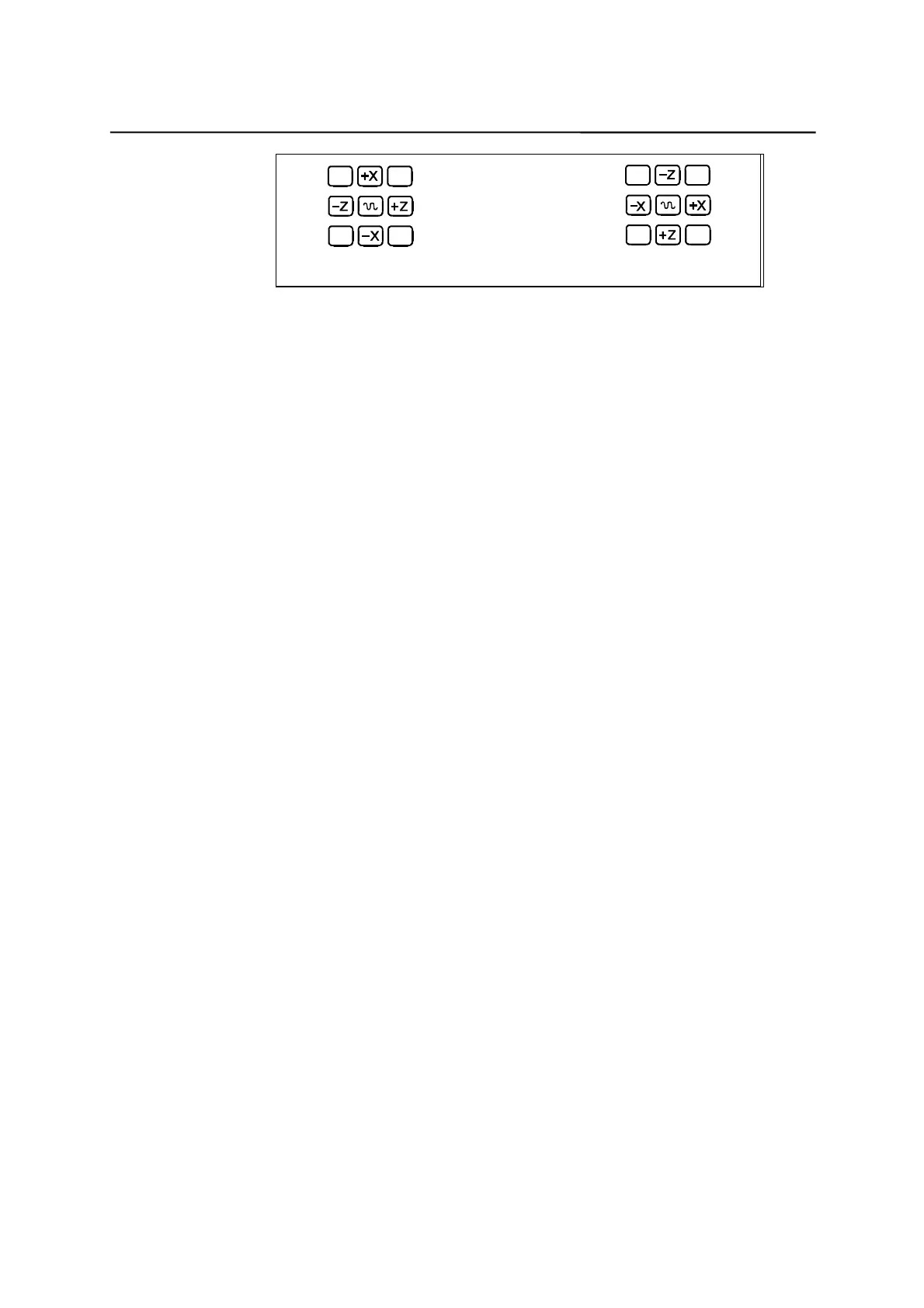
-Y
+Y
horizonal turning machine vertical milling machine
Fig. 4-4 Examples for the assignment of the axis keyboard
4.3.5 PLC programming
The PLC user program is created using the PLC 802 Programming Tool.
The Documentation “S7-200 Automation System, System Manual” describes
how this tool is operated for S7-200. The PLC 802 Programming Tool is to be
understood as a subset of this Documentation.
Compared with the S7-200 MicroWin basic system, please note the following:
z
The PLC 802 Programming Tool is delievered in the English language
version.
z
The user program can only be programmed using ladder diagram.
z
Only a subset of the S7-200 programming language is supported.
z
The compilation of the user program is carried out either offline on a
programming device (PG)PC or semi-automatically when downloading
into the control system.
z
The project can be loaded into the control system (download).
z
It is also possible to load the project from the control system (upload).
z
Direct data addressing is not possible; therefore, no programming errors
will result during the operation.
z
The data/process information must be managed by the user in
accordance with the particular type.
Example:
Information 1 T value DWord memory size (32-bit)
Information 2 Override Byte memory size (8-bit)
User data
Byte 0 DWord (Information 1)
Byte 4 Byte (Information 2)
The user is not allowed to access both of these data at the same time;
otherwise, the relevant data access rules must be observed.
z
Furthermore, the data direction in the memory model (alignment) and the
data type must be observed for all data.
Example:
Flag bit MB0.1,MB3.5
Flag byte MB0,MB1,MB2
Flag word MW0,MW2,MW4
MW3, MW5 ... are not permissible
Flag double-word MD0,MD4,MD8
MD1,MD2,MD3, MD5 ... are not permissible

 Loading...
Loading...









