Programming and Operating — Turning Page 46 808D ADVANCED
Create Part
Program
Part 2
s
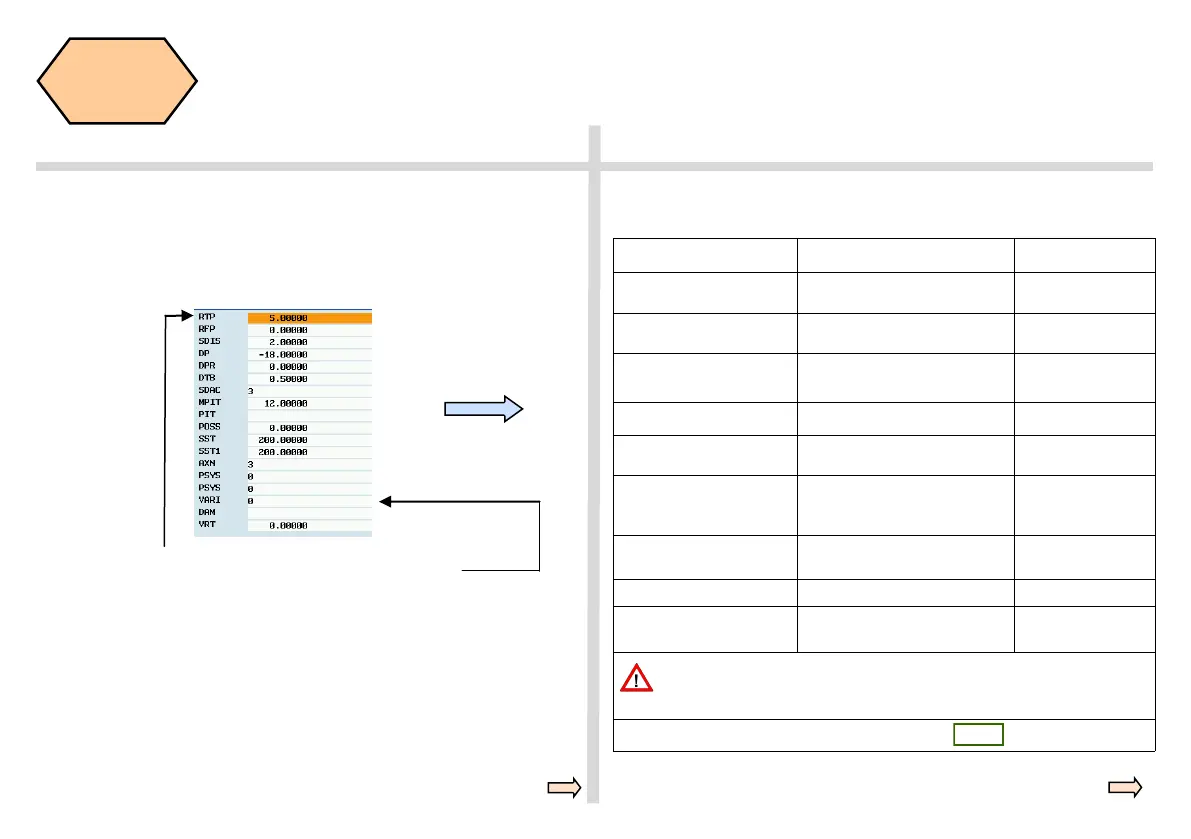
N470 CYCLE84( 5.00000, 0.00000, 2.00000, -18.00000, 0.00000, 0.50000, 3,
12.00000, ,0.00000, 200.00000, 200.00000, 3, 0, 0, 0, ,0.00000)
Parameters Meanings Remarks
DTB=0.5 Pause 0.5 s during final tapping to
thread depth (discontinuous cutting)
SDAC=3 Spindle state after cycle is M3 Enter values 4/5→M4/
M5
MPIT=12
(value range:M3~M48)
Thread distance is same as values
corresponding to the thread size M12
Negative value→rotate
thread left
POSS=0
Spindle stops at 0º (unit: º)
SST=200 Tapping thread spindle speed is 200
r/min
SST1=200 Retraction spindle speed is 200 r/min Direction is opposite to
SST SST1=0 →speed
is same as SST
AXN=3
AXN is tool axis, ,use Z axis under
G17
VARI=0 Tapping is active
VRT=0 Retraction value during discontinuous
cutting is 1 mm
VRT>0→retraction
value is fixed
Data in SST and SST1 control the spindle speed and the Z axis feed position
Synchronously.
During execution of CYCLE 84 the switches of the feedrate override and the cycle stop
(maintaining feed) switch are not active.
For descriptions of RTP, RFP, SDIS, DP and DTB, please see page 50
BASIC THEORY

 Loading...
Loading...












