Cycles
2.4 Drilling cycles
Turning Part 2: Programming (Siemens instructions)
114 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
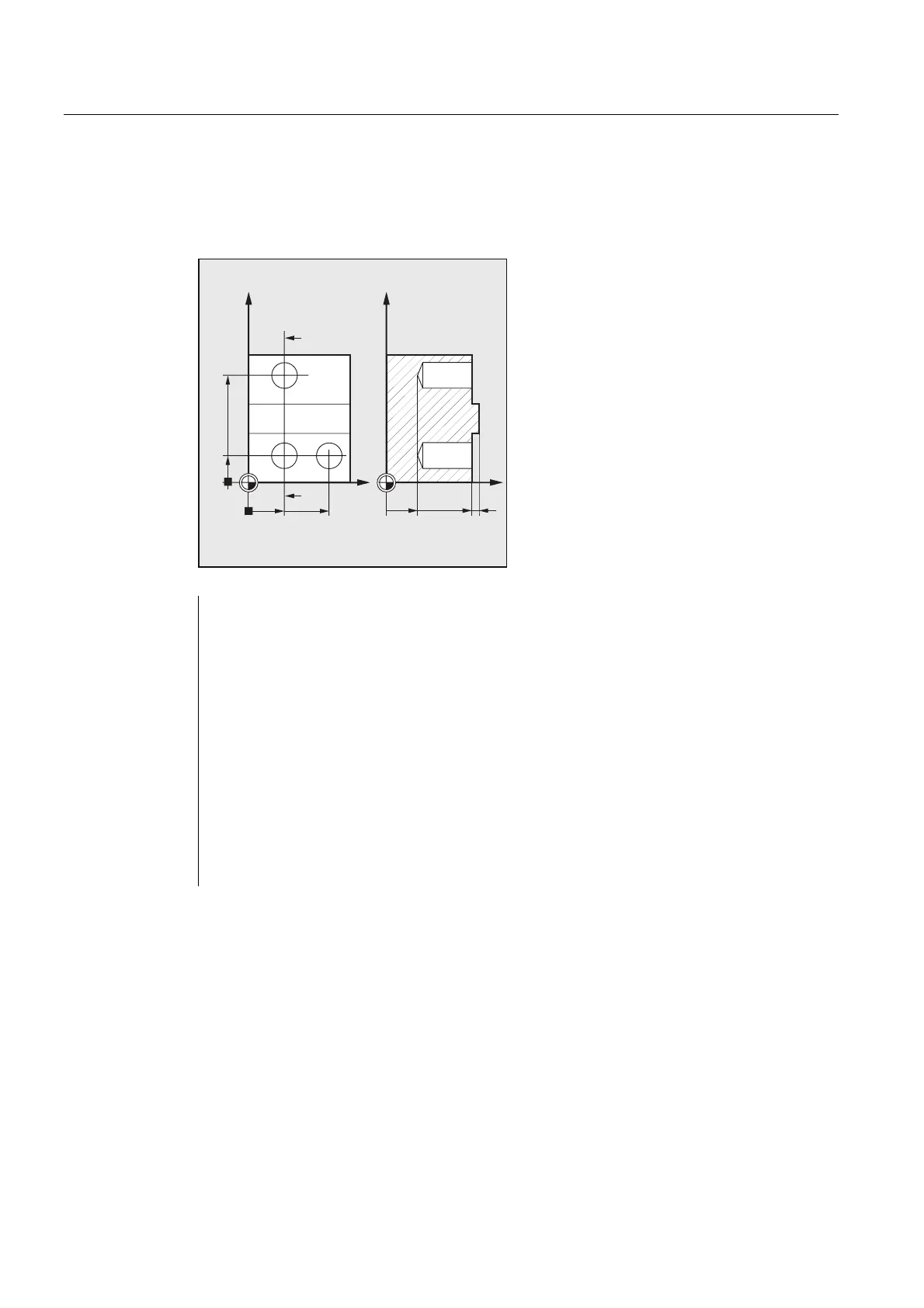
Programming example: Drilling_centering
This program produces three drill holes using the CYCLE81 drilling cycle. The drilling axis is
always the Z axis.
<
=
$%
$
%
<
;
N10 G0 G90 F200 S300 M3 ; Specification of technology values
N20 D1 T3 Z110 ; Approach retraction plane
N21 M6
N30 X40 Y120 ; Approach first drilling position
N40 CYCLE81(110, 100, 2, 35,) ; Cycle call with absolute end drilling depth,
safety clearance and incomplete
parameter list
N50 Y30 ;Approach next drilling position
N60 CYCLE81(110, 102, , 35,) ; Cycle call without safety clearance
N70 G0 G90 F180 S300 M03 ; Specification of technology values
N80 X90 ; Approach next position
N90 CYCLE81(110, 100, 2, , 65,) ; Cycle call with relative end drilling depth,
and safety clearance
N100 M30 ; Program end
 Loading...
Loading...



















