Programming principles
1.4 Spindle movements
Turning Part 2: Programming (Siemens instructions)
64 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
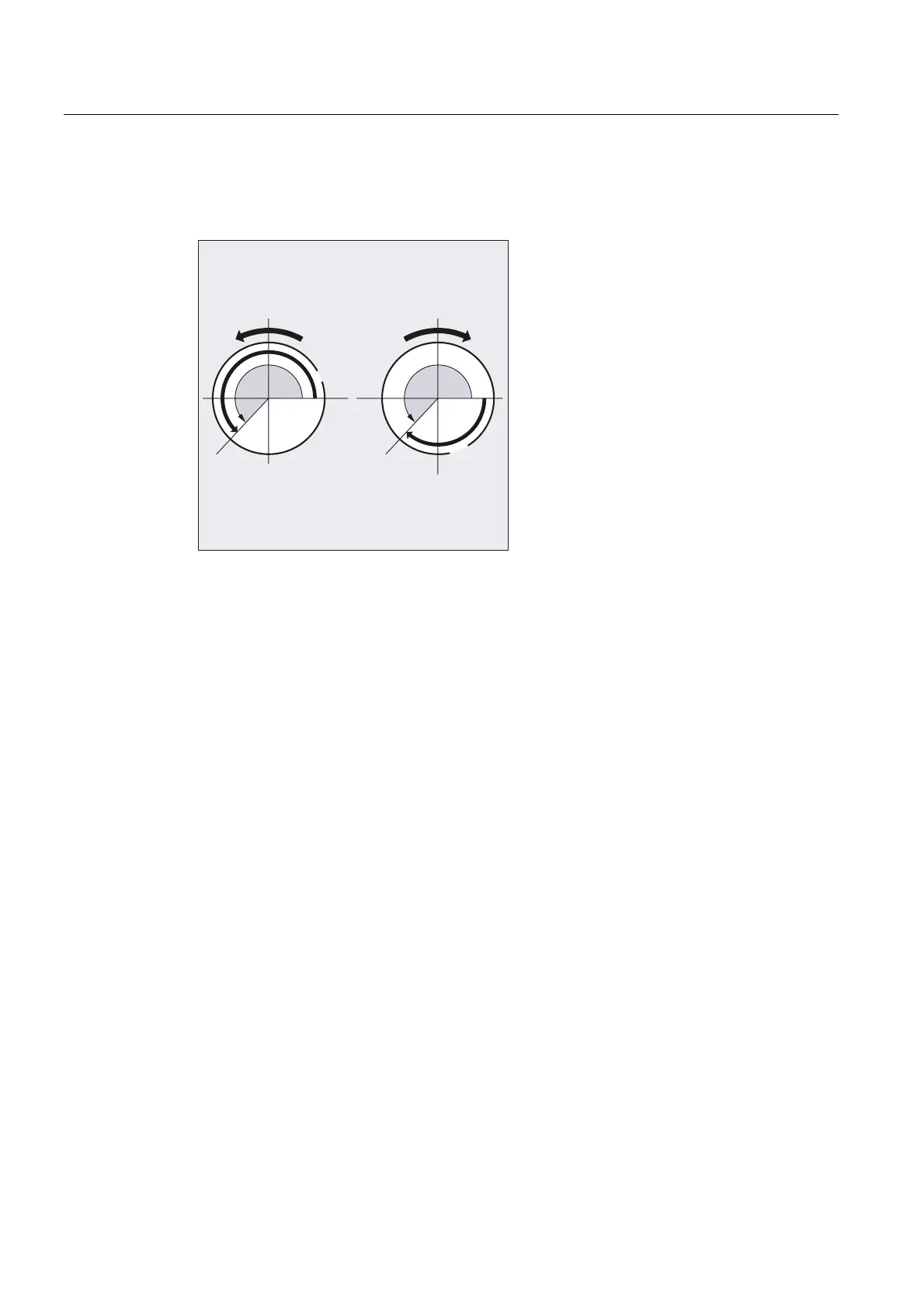
Position spindle from rotation (M3/M4)
When
M3 or M4 is active, the spindle comes to a standstill at the programmed value.
'& $&
'& $&
'LUHFWLRQRIURWDWLRQ
'LUHFWLRQRIURWDWLRQ
3URJUDPPDEOH
DQJOH
3URJUDPPDEOH
DQJOH
Figure 1-29 Direction of spindle rotation
There is no difference between DC and AC dimensioning. In both cases, rotation continues in
the direction selected by
M3/M4 until the absolute end position is reached. With ACN and ACP,
deceleration takes place if necessary, and the appropriate approach direction is taken. With
IC, the spindle rotates additionally to the specified value starting at the current spindle
position.
Position a spindle from standstill (M5)
The exact programmed distance is traversed from standstill (
M5).
1.4.3 Gear stages
Functionality
Up to 5 gear stages can be configured for a spindle for speed / torque adaptation.
Programming
The relevant gear stage is selected in the program via M commands:
M40 ; Automatic gear stage selection
M41 to M45 ; Gear stages 1 to 5