Programming principles
1.2 Positional data
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
29
1.2.4 Radius / diameter dimensions: DIAMOF, DIAMON, DIAM90
Functionality
For machining parts, the positional data for the X–axis (transverse axis) is programmed as
diameter dimensioning. When necessary, it is possible to switch to radius dimensioning in
the program.
DIAMOF or DIAMON assesses the end point specification for the X axis as radius or
diameter dimensioning. The actual value appears in the display accordingly for the
workpiece coordinate system.
For DIAM90, irrespective of the traversing method (G90/G91), the actual value of the
transverse axis is always displayed as a diameter. This also applies to reading of actual
values in the workpiece coordinate system with MEAS, MEAW, $P_EP[x] and $AA_IW[x].
Programming
DIAMOF ; Radius dimensioning
DIAMON ; Diameter dimensioning
DIAM90 ; diameter dimensioning for G90, radius dimensioning for G91
5
5
5
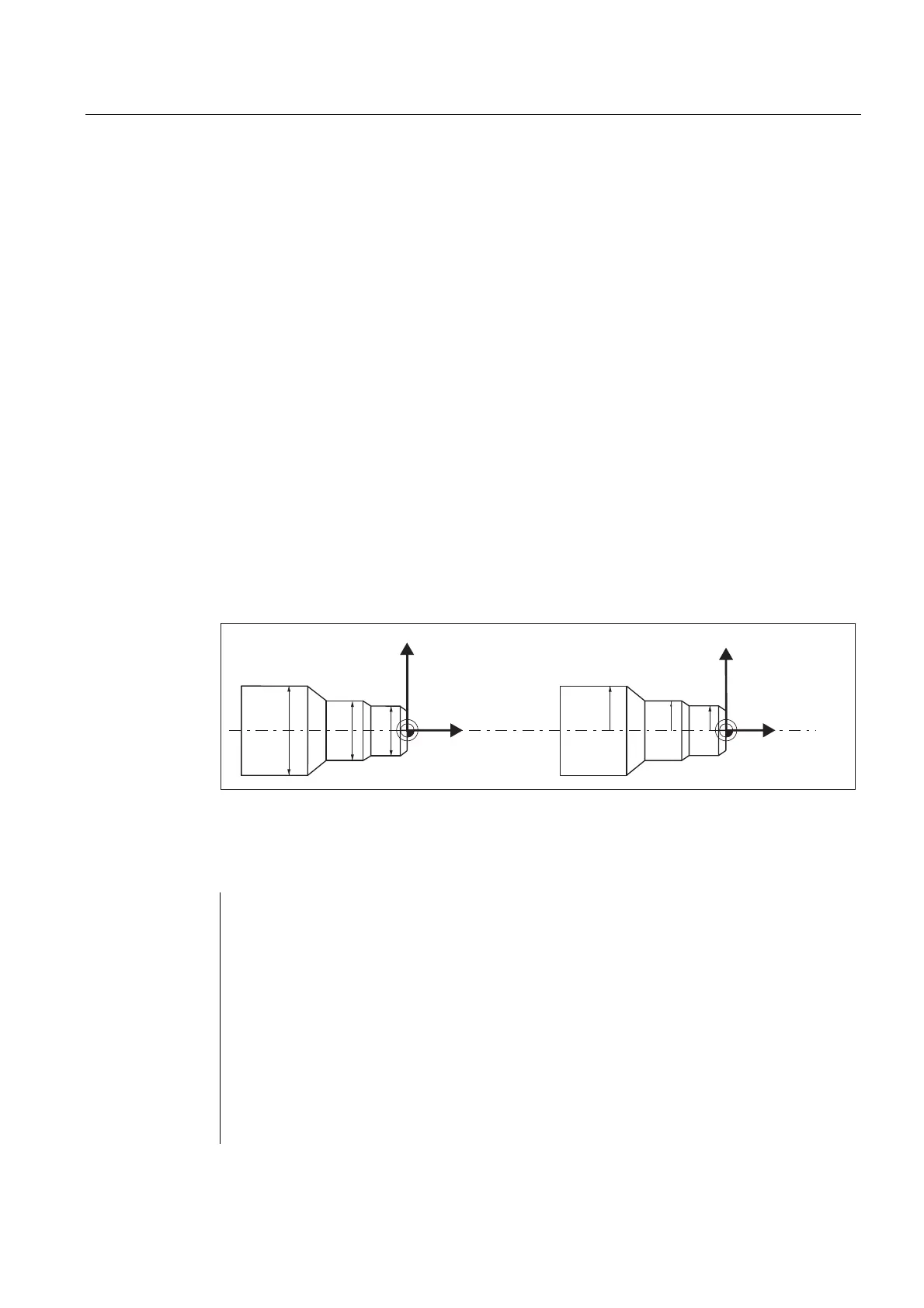
'LDPHWHUGLPHQVLRQV
',$021
7UDQVYHUVHD[LV
5DGLXVGLPHQVLRQLQJ
',$02)
7UDQVYHUVHD[LV
/RQJLWXGLQDOD[LV /RQJLWXGLQDOD[LV
;
;
:
:
= =
Figure 1-3 diameter and radius dimensioning for the traverse axis
Programming example
N10 G0 X0 Z0 ;Approach starting point
N20 DIAMOF Diameter input off
N30 G1 X30 S2000 M03 F0.8 ; X-axis = traverse axis active
; traverse to radius position X30
N40 DIAMON ; Diameter dimensions active
N50 G1 X70 Z-20 ; Traverse to diameter position X70 and Z-20
N60 Z-30
N70 DIAM90 ; diameter programming for absolute dimension and
; radius programming for incremental dimension
N80 G91 X10 Z-20 Incremental dimension
N90 G90 X10 Absolute dimensions
N100 M30 ;End of program