Programming principles
1.3 Axis movements
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
41
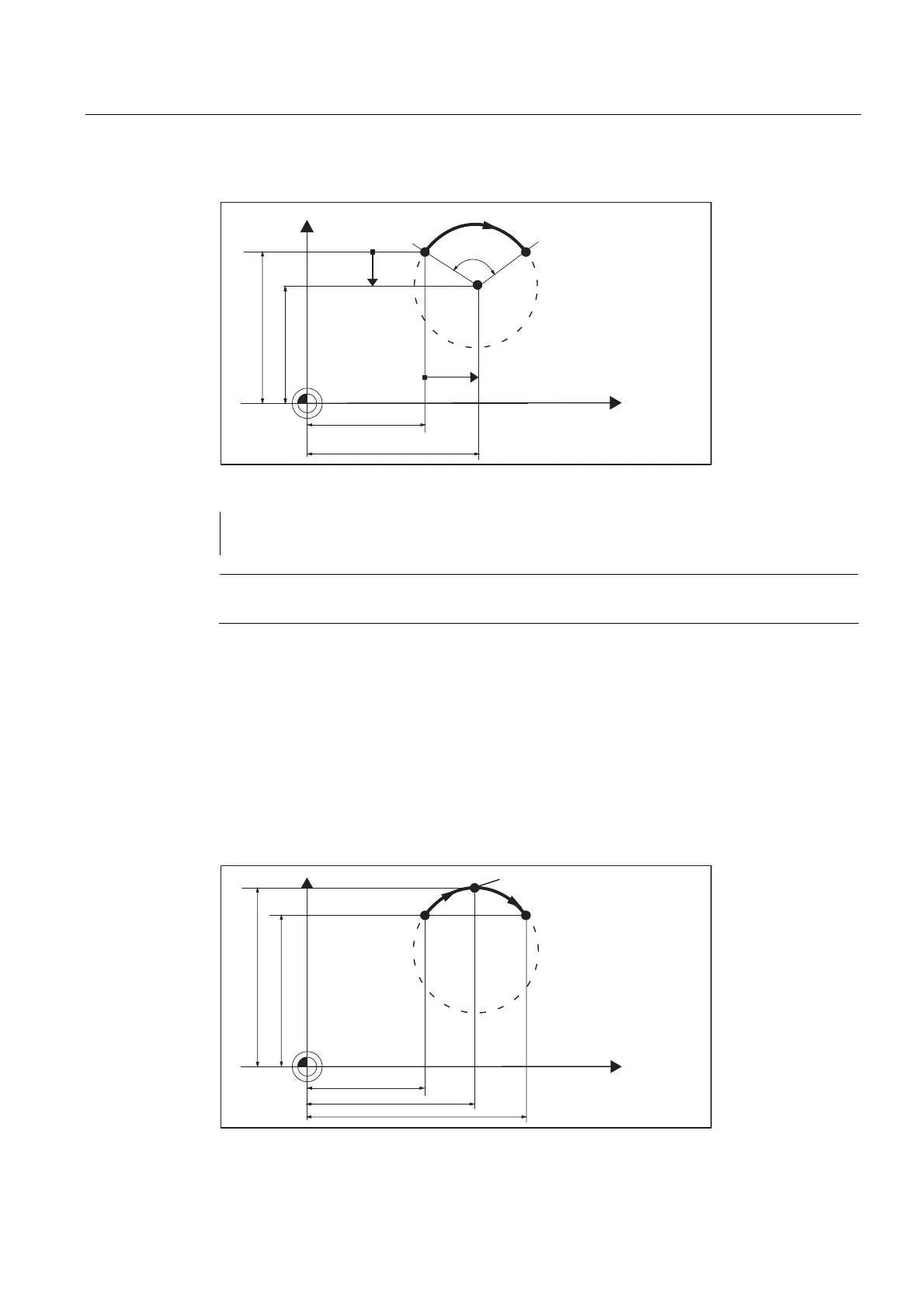
Programming example: Definition of center point and aperture angle
r
6WDUWSRLQW
(QGSRLQW"
&HQWHUSRLQW
;
,
.
=
Figure 1-14 Example for center point and aperture angle
N5 G90 Z30 X40 ; Starting point circle for N10
N10 G2 K10 I-7 AR=105 ; Opening angle and center point
Note
Center point values refer to the circle starting point!
1.3.5 Circular interpolation via intermediate point: CIP
Functionality
The direction of the circle results here from the position of the intermediate point (between
starting and end points). Specification of intermediate point: I1=... for the X axis, K1=... for
the Z axis.
CIP remains active until canceled by another instruction from this G group (G0, G1, ...).
The configured dimensional data G90 or G91 applies to the end point and the intermediate
point.
6WDUWSRLQW
(QGSRLQW
,QWHUPHGLDWHSRLQW, .
;
=
Figure 1-15 Circle with end point and intermediate point specification using the example of G90