Programming principles
1.3 Axis movements
Turning Part 2: Programming (Siemens instructions)
40 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
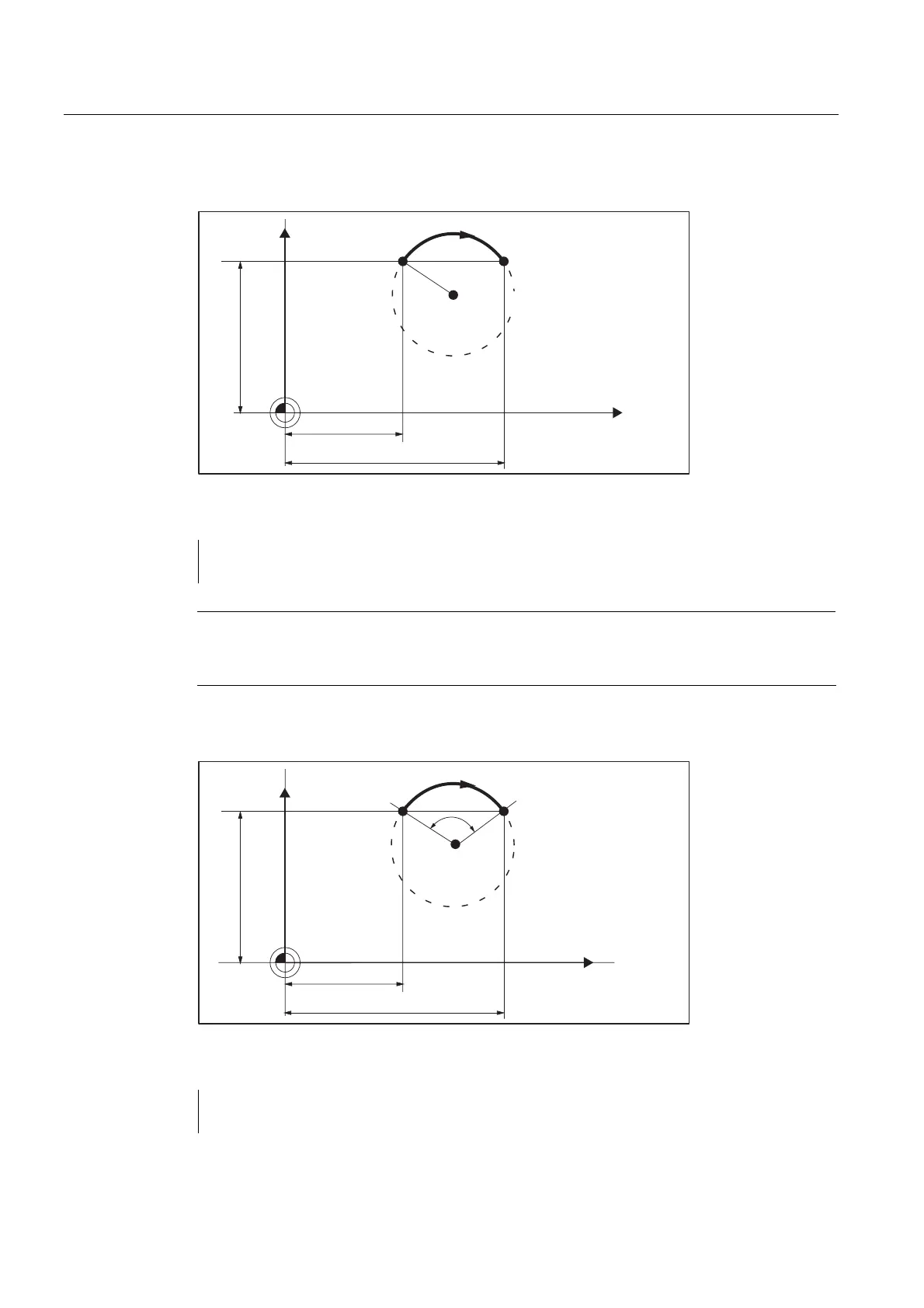
Programming example: End point and radius specification
6WDUWSRLQW
&HQWHUSRLQW"
(QGSRLQW
;
=
5
Figure 1-12 Example for end point and radius specification
N5 G90 Z30 X40 ; Starting point circle for N10
N10 G2 Z50 X40 CR=12.207 ; End point and radius
Note
With a negative leading sign for the value with CR=-..., a circular segment larger than a
semicircle is selected.
Programming example: Definition of end point and aperture angle
r
6WDUWSRLQW
&HQWHUSRLQW"
(QGSRLQW
=
;
Figure 1-13 Example for end point and aperture angle specification
N5 G90 Z30 X40 ; Starting point circle for N10
N10 G2 Z50 X40 AR=105 ; Opening angle and end point