Cycles
2.4 Drilling cycles
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
127
200, speed for retraction is 500
N40 M02 ; End of program
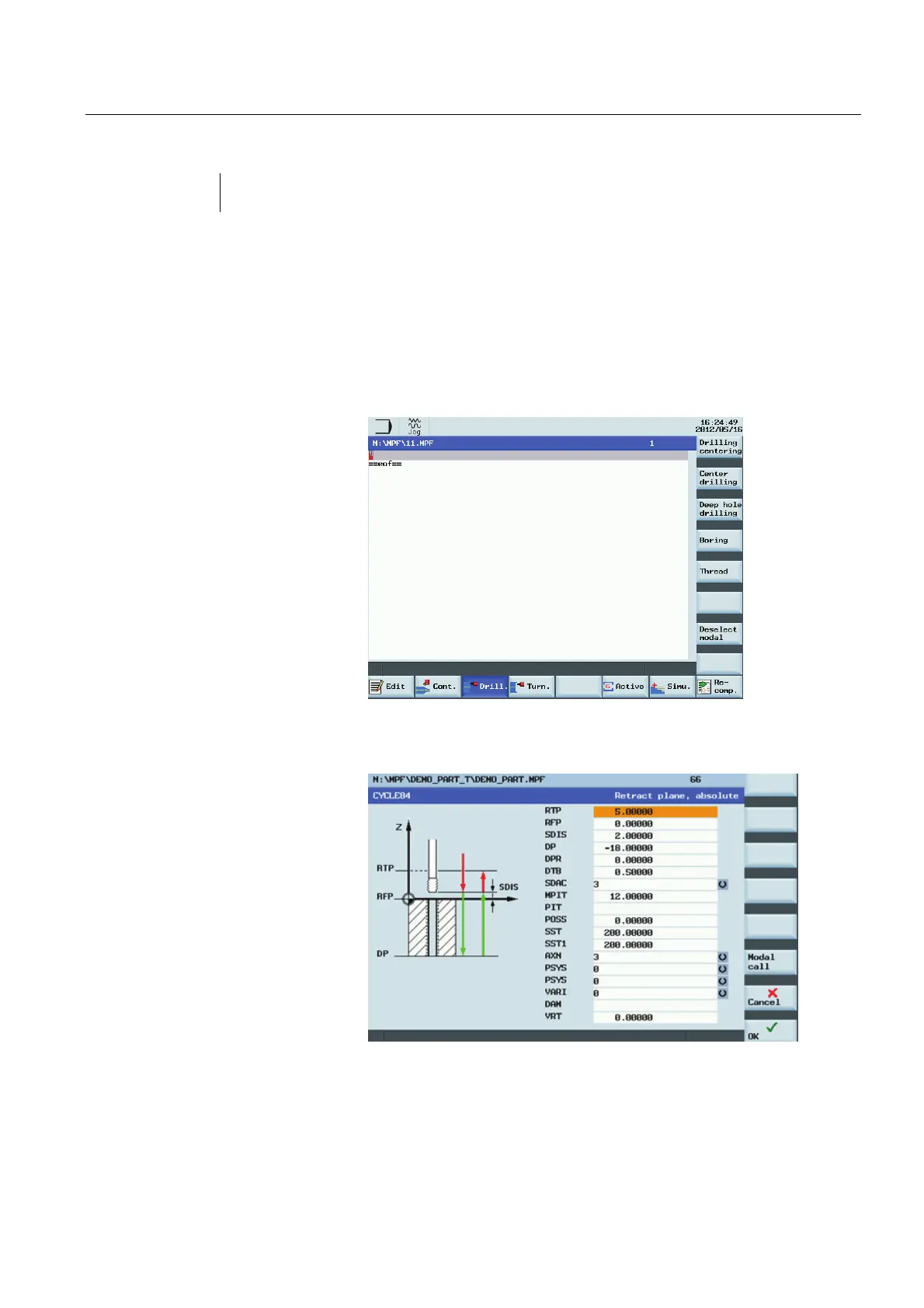
Programming example 2
The easiest way to tap a hole is to use either the CYCLE84 solid Tap holder or CYCLE840
with floating Tap holder.
The cycles can be found and parameterised from the "Drill." softkey.
"Drill." 1. From the program editor screen, press "Drill.".
"Thread" 2. From the vertical softkey, select "Tread".
"Rigid tapping" 3. Pressing "Thread" opens the next lower level sceen. Press the vertical
softkey "Rigid tapping" to open the CYCLE84 screen. Parameterise the
cycle according to the requirement.
"OK" Press "OK" to transfer the values and cycle all into the part program. A
hole is tapped at the current position.
N470 CYCLE84( 5.00000, 0.00000, 2.00000, -18.00000, 0.00000,
0.50000, 3, 12.00000, ,0.00000, 200.00000, 200.00000, 3, 0, 0, 0,
,0.00000)

 Loading...
Loading...


















