Cycles
2.4 Drilling cycles
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
141
Explanation of the parameters
For an explanation of the parameters RTP, RFP, SDIS, DP, and DPR, refer to the topic
"
Drilling, centering - CYCLE81 (Page 112)".
'3 5)3'35
5)3
5)36',6
573
* *
*
=
;
00
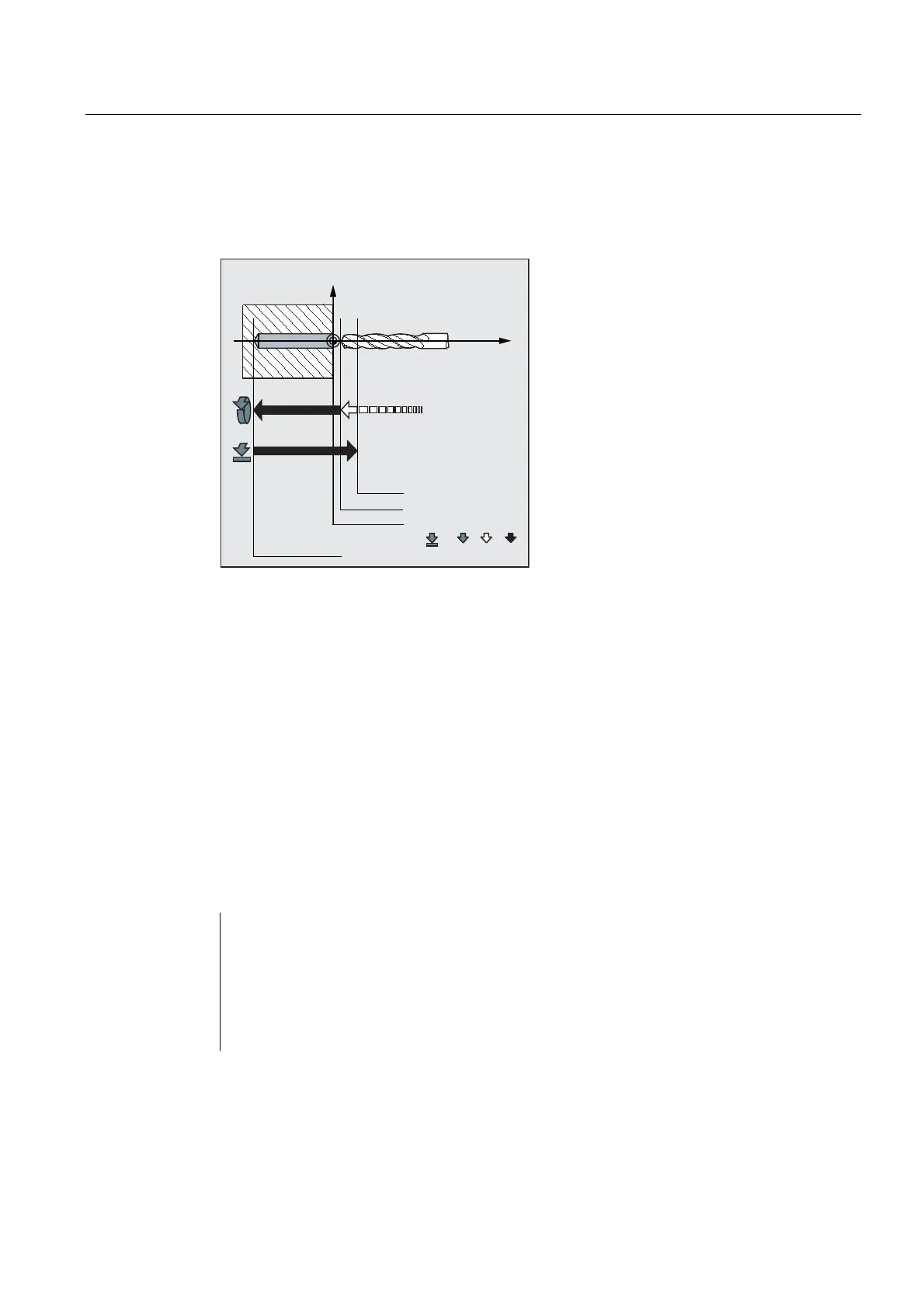
DTB (dwell time)
The dwell time to the final drilling depth (chip breakage) is programmed under DTB in
seconds.
SDIR (direction of rotation)
The programmed direction of rotation is active for the distance to be traversed to the final
drilling depth.
If values other than 3 or 4 (M3/M4) are generated, alarm 61102 "No spindle direction
programmed" is generated and the cycle is aborted.
Programming example: Fourth boring pass
CYCLE88 is called at X0. The drilling axis is the Z axis. The safety clearance is programmed
with 3 mm; the final drilling depth is specified relative to the reference plane. M4 is active in
the cycle.
N10 G17 G54 G90 F1 S450 M3 T1 ; Specification of technology
values
N20 G0 X0 Z10 ;Approach drilling position
N30 CYCLE88 (5, 2, 3, , 72, 3, 4) ; Cycle call with programmed
direction of rotation of spindle
M4
N40 M2 ; End of program