Cycles
2.5 Turning cycles
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
151
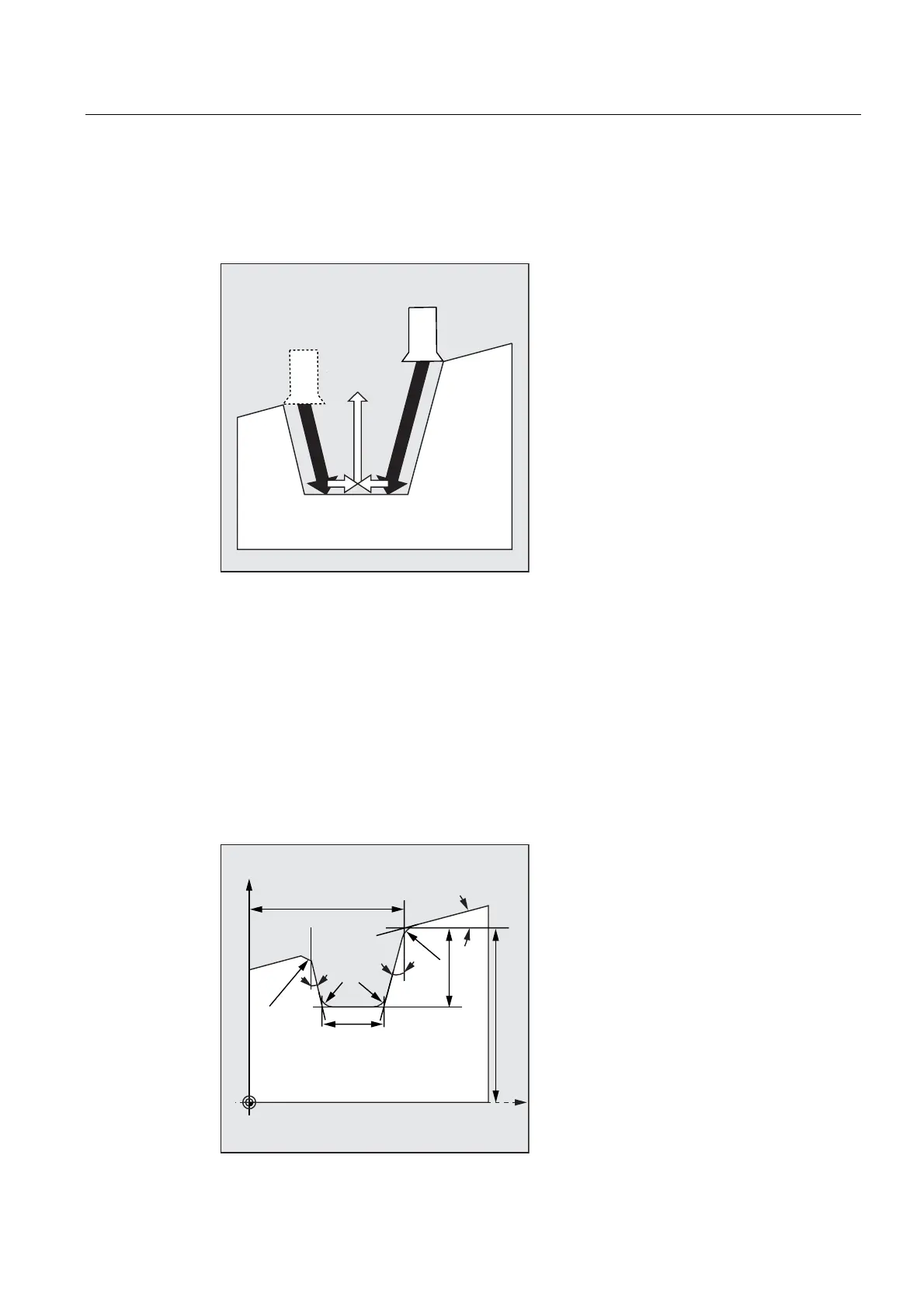
4. Step
Stock removal of the finishing allowance parallel to the contour from the edge to the groove
center. During this operation, the tool radius compensation is selected and deselected by the
cycle automatically.
Explanation of parameters
SPD and SPL (starting point)
These coordinates can be used to define the starting point of a groove starting from which
the form is calculated in the cycle. The cycle determines its own starting point. For an
external groove, movement begins in the direction of the longitudinal axis, for an internal
groove in the direction of the facing axis.
Grooves at bent contour elements can be realized differently. Depending on the form and
radius of the bend, either a paraxial straight line can be laid over the maximum of the bend
or a tangential oblique line can be created in a point of the edge points of the groove.
Radii and chamfers at the groove edge make sense with bent contours only if the
appropriate edge point is on the straight line specified for the cycle.
:,'*
63'
63/
5&
5&
=
;
5&
67$
',$*
5&
$1*
$1*