Cycles
2.5 Turning cycles
Turning Part 2: Programming (Siemens instructions)
158 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
● Selection of the cutter radius compensation according to the active tool point direction
and traveling along the undercut contour at the feedrate programmed prior to the cycle
call
● Retraction to the starting point with G0 and deselection of the cutter radius compensation
with G40
Explanation of the parameters
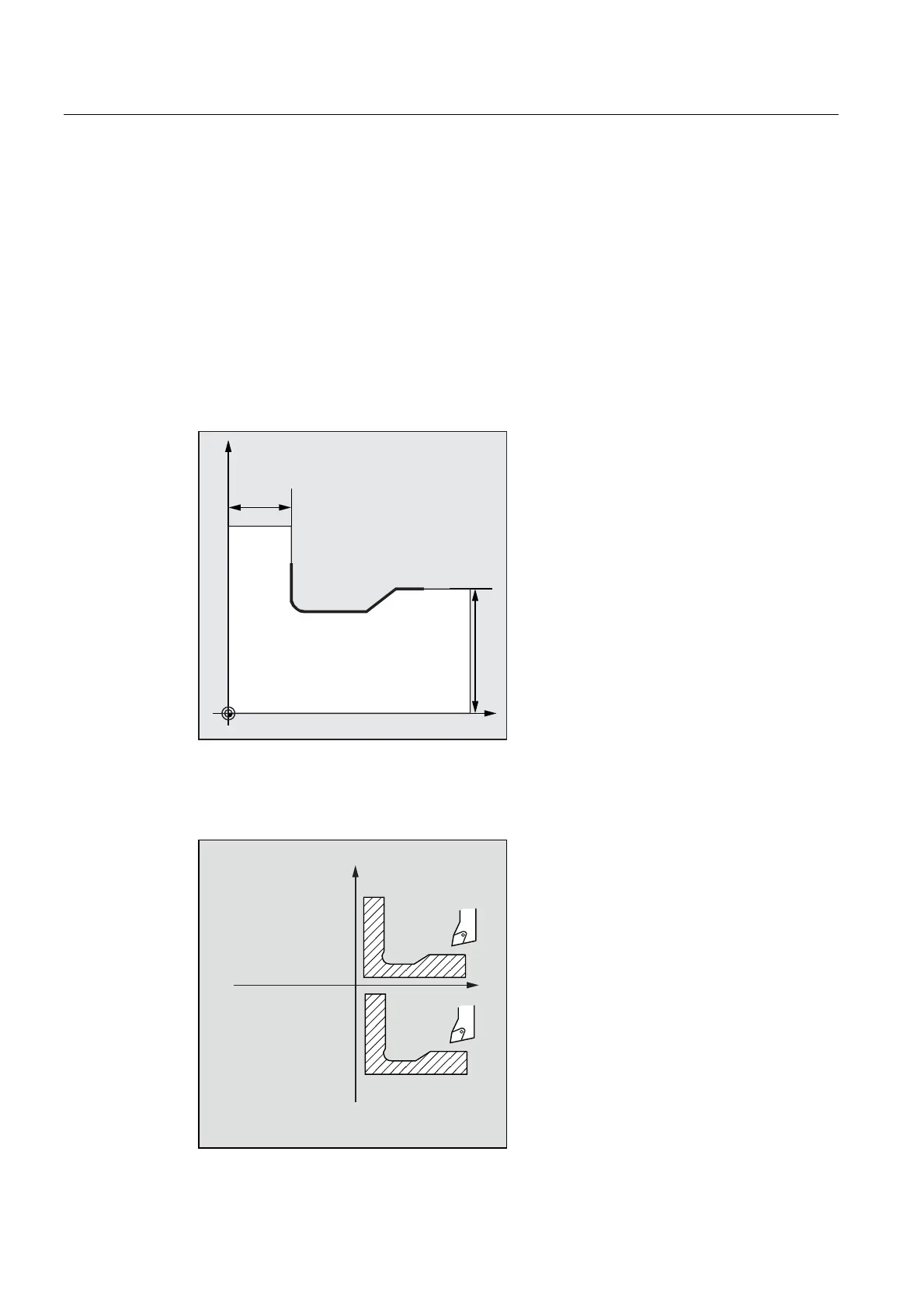
SPD and SPL (starting point)
Use the parameter SPD to specify the finished part diameter for the undercut. The SPL
parameter defines the finished dimension in the longitudinal axis.
If a final diameter of <3 mm results for the value programmed for SPD, the cycle is canceled,
and alarm 61601 "Finished part diameter too small" is issued.
63'
63/
=
;
FORM (definition)
Form E and form F are fixed in DIN509 and must be defined using this parameter.
If the parameter has a value other than E or F, the cycle aborts and creates alarm 61609
"Form defined incorrectly".
)RUZRUNSLHFHVZLWKWZR
PDFKLQLQJSODQHV
VWDQGLQJRQHRQDQRWKHU
LQDULJKWDQJOH
)RUZRUNSLHFHVZLWKD
PDFKLQHGVXUIDFH
)250)
6/
)250(
6/
=
 Loading...
Loading...



















