Cycles
2.5 Turning cycles
Turning Part 2: Programming (Siemens instructions)
160 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
The clearance angle of the active tool is monitored in the cycle if an appropriate value is
specified in the appropriate parameter of the tool compensation. If it turns out that the form of
the undercut cannot be machined using the selected tool since its tool clearance angle is too
small, the message "Changed form of undercut" is displayed on the control system. The
machining, however, is continued.
The cycle determines its starting point automatically. This is by 2 mm away from the end
diameter and by 10 mm away from the finishing dimension in the longitudinal axis. The
position of this starting point referred to the programmed coordinate values is determined by
the tool point direction of the active tool.
Note
Before calling the cycle, a tool compensation must be activated; otherwise, the cycle is
aborted after alarm 61000 "No tool compensation active" has been output.
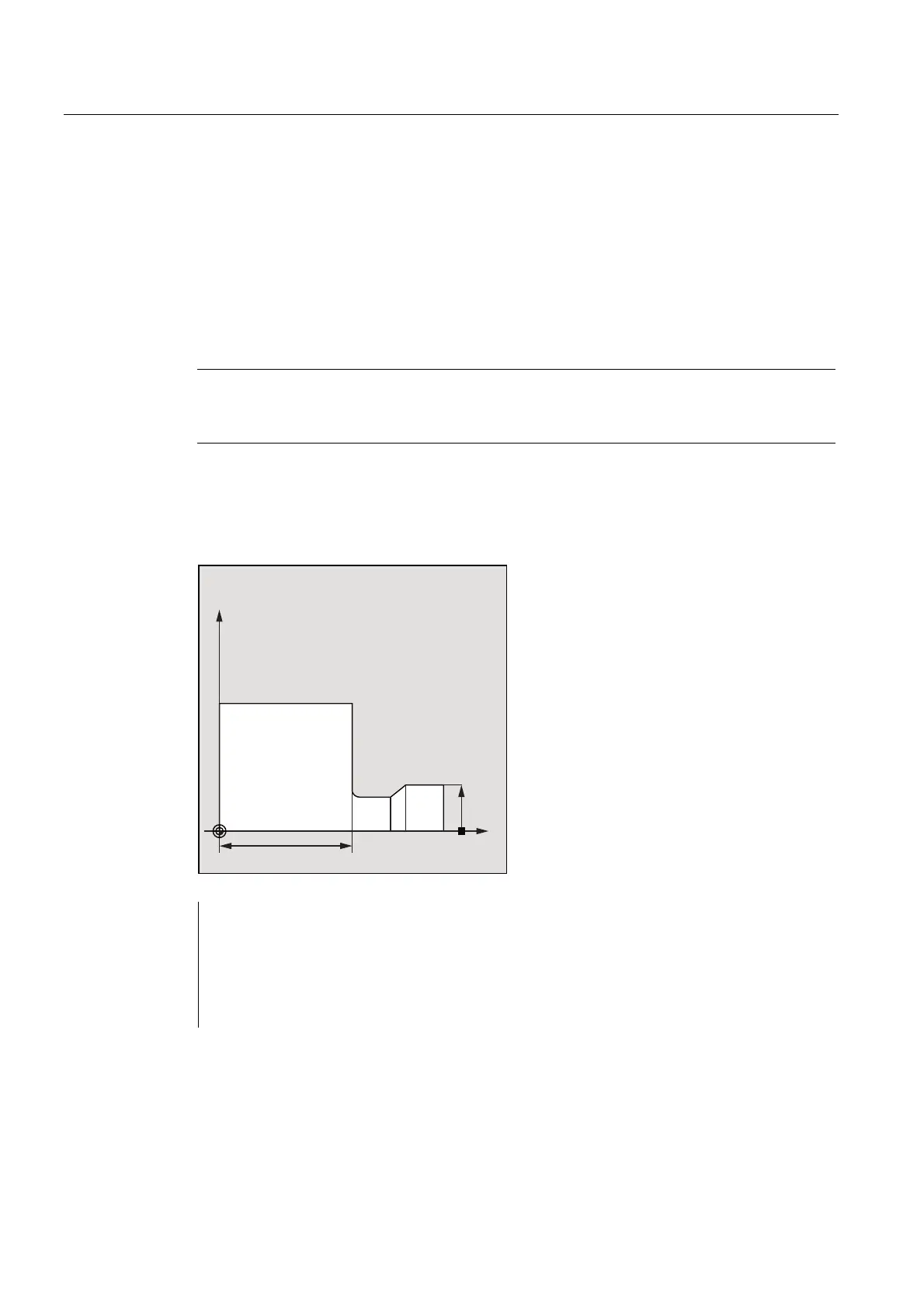
Programming example: Undercut form E
This program can be used to program an undercut of form E.
)250(
;
=
N10 T1 D1 S300 M3 G95 F0.3 ; Specification of technology
values
N20 G0 G90 Z100 X50 ; Selection of starting position
N30 CYCLE94(20, 60, "E",) ; Cycle call
N40 G90 G0 Z100 X50 ; Approach next position
N50 M02 ; End of program
 Loading...
Loading...



















