Cycles
2.5 Turning cycles
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
171
7RWDOILQDOPDFKLQLQJ
DOORZDQFHLQ;B957
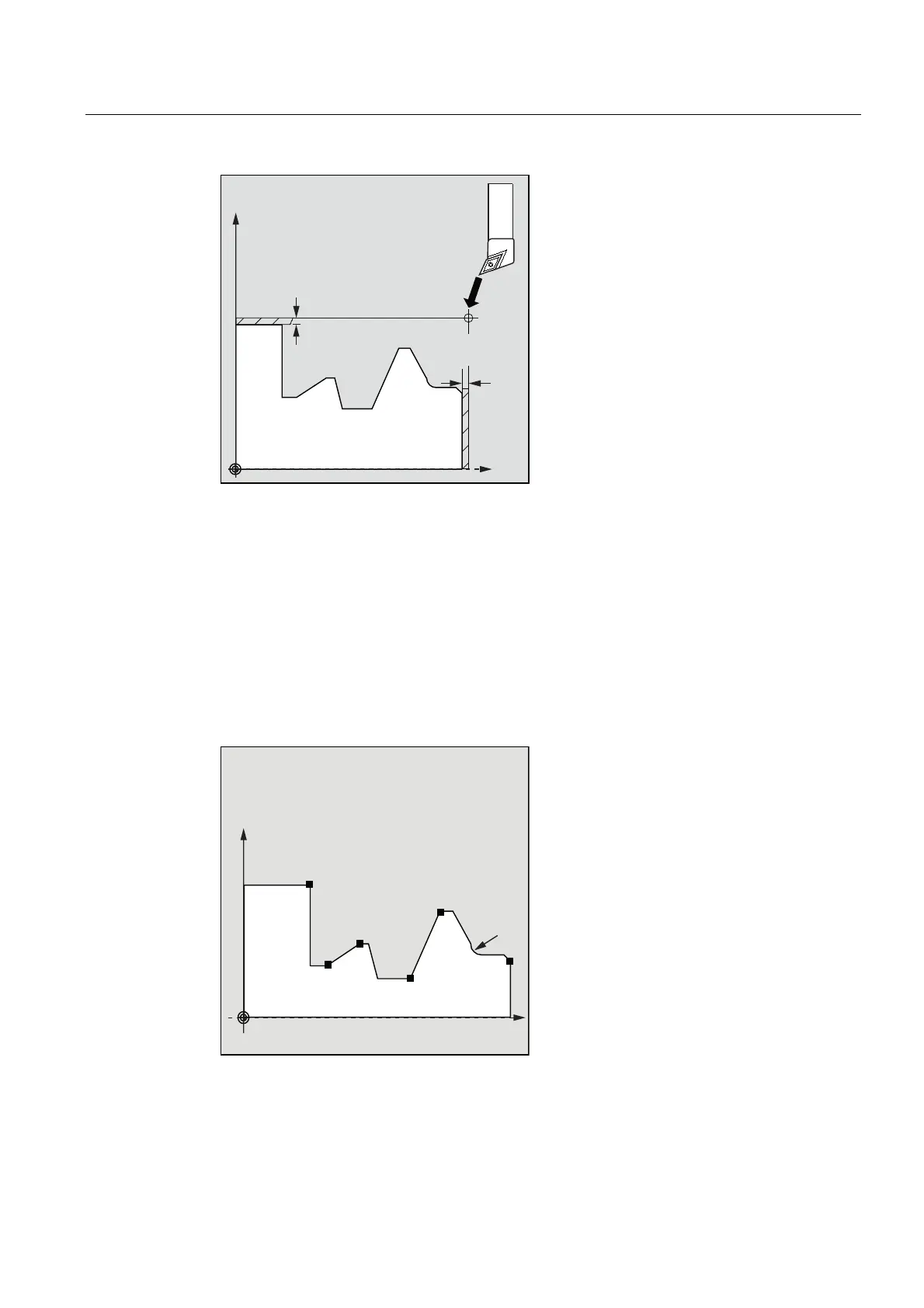
67$57,1*32,17
RIWKHF\FOH
7RWDOILQDOPDFKLQLQJ
DOORZDQFHLQ=B957
=
;
Cycle approach strategy
In roughing, the starting point determined by the cycle is always approached with both axes
simultaneously, and in finishing, axis by axis. In finishing, the infeed axis traverses first.
Programming example 1: Stock removal cycle
The contour shown in the illustration to explain the defining parameters is to be machined
longitudinally externally by complete machining. Axis-specific finishing allowances are
specified. Cutting will not be interrupted when roughing. The maximum infeed is 5 mm.
The contour is stored in a separate program.
=
;
5
3
3
3
3
3
3
Figure 2-6 Programming example 1: Stock removal cycle
 Loading...
Loading...



















