Cycles
2.5 Turning cycles
Turning Part 2: Programming (Siemens instructions)
180 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
For the forms A and B, the undercut angle of the active tool is monitored in the cycle. If it is
detected that the form of the undercut cannot be machined using the selected tool, the
message "Changed form of undercut" is displayed on the control system; the machining,
however, is continued.
Note
Before calling the cycle, a tool compensation must be activated; otherwise, the cycle is
terminated and the error message 61000 "No tool compensation active" is issued.
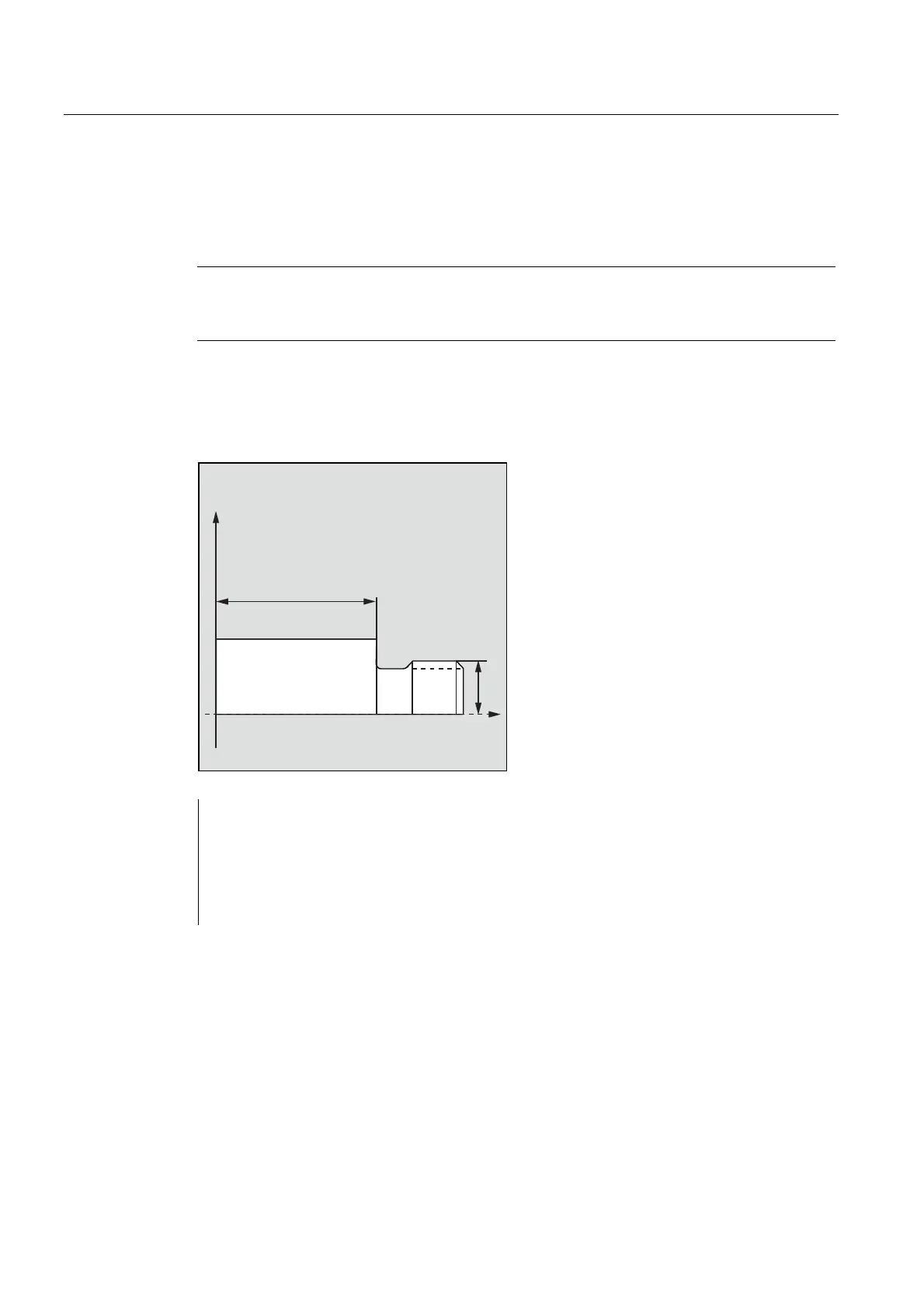
Programming example: Thread undercut form A
This program can be used to program a thread undercut of form A.
;
=
N10 D3 T1 S300 M3 G95 F0.3 ; Specification of technology
values
N20 G0 G90 Z100 X50 ; Selection of starting position
N30 CYCLE96 (42, 60, "A",) ; Cycle call
N40 G90 G0 X100 Z100 ; Approach next position
N50 M2 ; End of program