Cycles
2.5 Turning cycles
Turning Part 2: Programming (Siemens instructions)
194 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
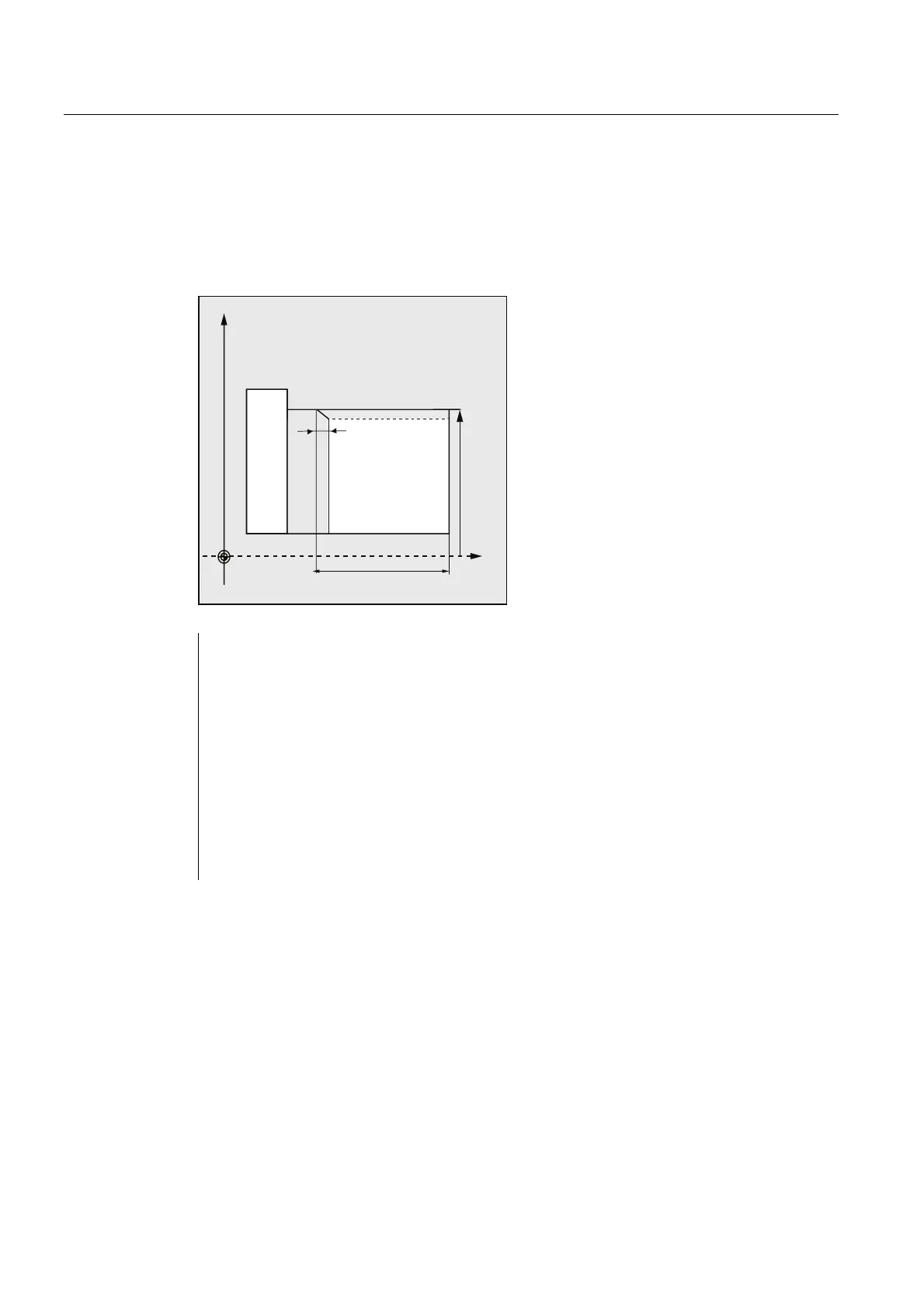
Programming example: Thread cutting
By using this program, you can produce a metric external thread M42x2 with flank infeed.
Infeed is carried out with constant cutting cross-section. At the end of thread a cut out of 7
mm is defined. 5 roughing cuts are carried out at a thread depth of 2.76 mm without finishing
allowance. At completion of this operation, two idle passes will be carried out.
0[
=
;
N10 G0 G90 X60 Z100 G95 ; Selection of starting position
N20 T1 D1
N30 M6 ; Tool change
N40 S1000 M4 ; Specification of technology
values
N50 CYCLE99(0, 42, -35, 42, 5, 7, 2.76, 0, 0, 0,
5, 2, 4.5, 300101, 1, 0, 0, 0, 0, 0, 0, 0, 0, 1,
, , ,0)
; Cycle call
N60 G0 G90 X100 Z100 ; Approach next position
N70 M30 ; End of program

 Loading...
Loading...


















