Programming principles
1.1 Fundamentals of programming
Turning Part 2: Programming (Siemens instructions)
20 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
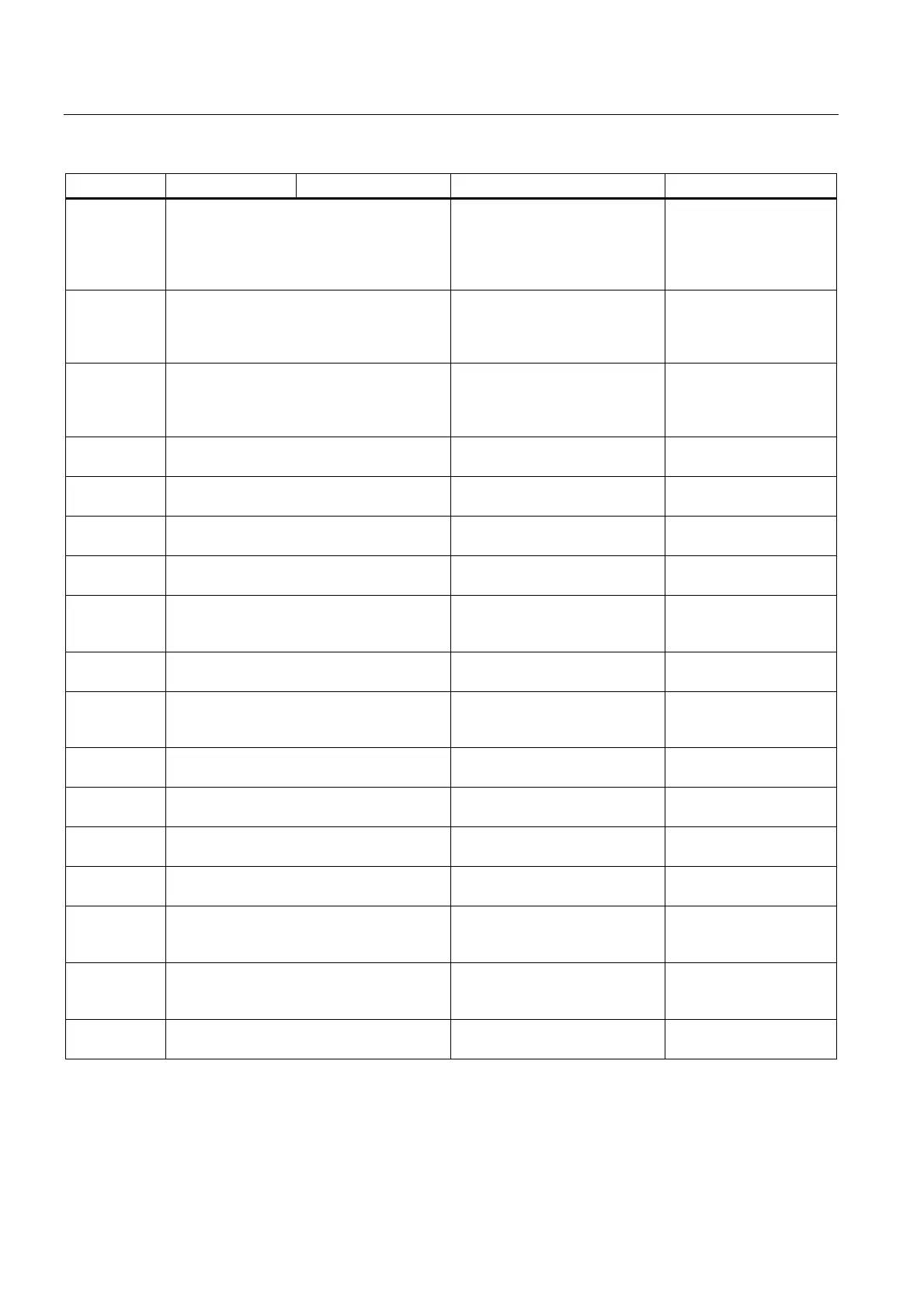
Address Significance Value assignments Information Programming
CYCLE81 Drilling, centering N5 RTP=110 RFP=100
.... ; Assign with values
N10 CYCLE81(RTP,
RFP, ...); separate part
program block
CYCLE82 Drilling, counterboring N5 RTP=110 RFP=100
.... ;assign with values
N10 CYCLE82(RTP,
RFP, ...) ;separate block
CYCLE83 Deep-hole drilling N10 CYCLE83(110, 100,
...) ;or transfer values
directly
, separate block
CYCLE84 Rigid tapping N10 CYCLE84(...)
;separate block
CYCLE840 Tapping with compensating chuck N10 CYCLE840(...)
;separate block
CYCLE85 Reaming 1 N10 CYCLE85(...)
;separate block
CYCLE86 Boring N10 CYCLE86(...)
;separate block
CYCLE87 Drilling with stop 1 N10 CYCLE87(...);
separate part program
block
CYCLE88 Drilling with stop 2 N10 CYCLE88(...)
;separate block
CYCLE89 Reaming 2 N10 CYCLE89(...);
separate part program
block
CYCLE92 Cut-off N10 CYCLE92(...)
;separate block
CYCLE93 Recess N10 CYCLE93(...)
;separate block
CYCLE94 Undercut DIN76 (forms E and F), finishing N10 CYCLE94(...)
;separate block
CYCLE95 Stock removal with relief cutting N10 CYCLE95(...)
;separate block
CYCLE96 Thread undercut N10 CYCLE96(...);
separate part program
block
CYCLE98 Side-by-side thread mounting N10 CYCLE98(...);
separate part program
block
CYCLE99 Thread cutting N10 CYCLE99(...)
;separate block