Programming principles
1.3 Axis movements
Turning Part 2: Programming (Siemens instructions)
52 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
Continuous-path control mode G64
The objective of the continuous-path control mode is to avoid deceleration at the block
boundaries and to switch to the next block with a path velocity as constant as possible (in
the case of tangential transitions). The function works with look-ahead velocity control over
several blocks.
For non-tangential transitions (corners), the velocity can be reduced rapidly enough so that
the axes are subject to a relatively high velocity change over a short period of time. This may
lead to a significant jerk (acceleration change). The size of the jerk can be limited by
activating the SOFT function.
Programming example
N10 G64 G1 Z5 F0.15 M3 S800 ; Continuous-path mode
N20 X20 Z0 ; Continuous-path control mode continues to be
active
N30 Z-40
N40 G60 X30 Z-50 ; Switching over to exact stop
N50 X45 Z-70
N60 M30
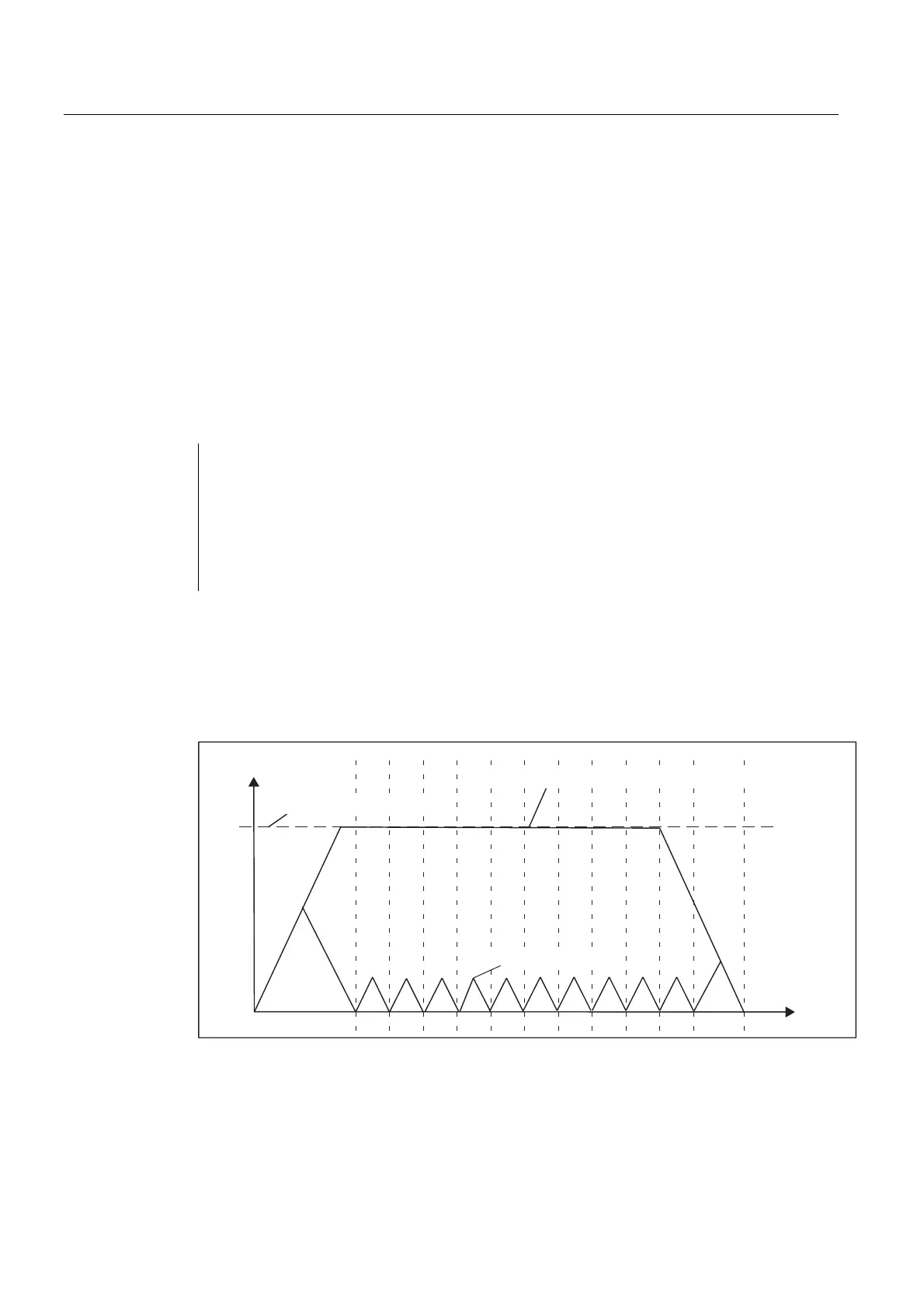
Look-ahead velocity control
In the continuous-path control mode with G64, the control system automatically determines
the velocity control for several NC blocks in advance. This enables acceleration and
deceleration across multiple blocks with approximately tangential transitions. For paths that
consist of short travels in the NC blocks, higher velocities can be achieved than without look
ahead.
)HHG
3URJUDPPHGIHHGUDWH)
*&RQWLQXRXVSDWKFRQWUROPRGHZLWK/RRN$KHDG
*&RQWLQXRXVSDWKFRQWUROPRGHZLWK/RRN$KHDG
*H[DFWVWRS
%ORFNWUDYHO
1
1
)
1
1 1 1 1
1
1 1
1
1
Figure 1-23 Comparison of the G60 and G64 velocity behavior with short travels in the
blocks