Programming principles
1.6 Tool and tool offset
Turning Part 2: Programming (Siemens instructions)
78 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
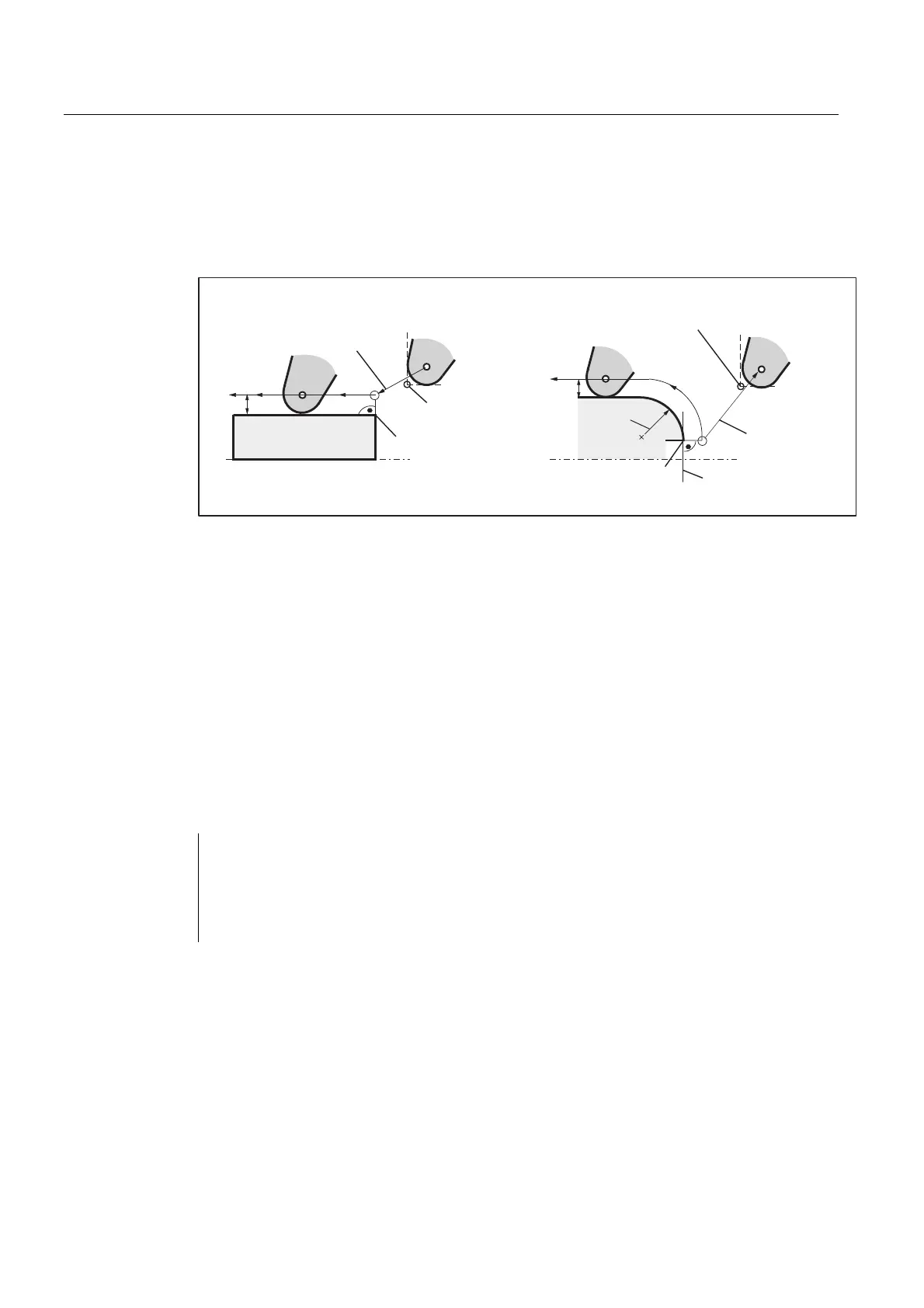
Starting the compensation
The tool approaches the contour on a straight line and positions itself vertically to the path
tangent in the starting point of the contour.
Select the start point so as to ensure collision-free traversing.
6WDUWLQJFRQWRXU6WUDLJKW
&RPSHQVDWHG
7RROSDWK
*
5FXWWLQJHGJHUDGLXV
5
3
3VWDUWLQJSRLQWRIWKHFRQWRXU
6WDUWLQJFRQWRXU&LUFOH
3VWDUWLQJSRLQW
*
&RPSHQVDWHG
7RROSDWK
03
&LUFOHUDGLXV
7DQJHQW
5
3
3VWDUWLQJSRLQW
Figure 1-44 Start of the tool radius compensation with the example G42, tool point direction
=3
The tool tip goes around the left of the workpiece when the tool runs clockwise using G41;
The tool tip goes around the right of the workpiece when the tool runs counter-clockwise
using G42.
Information
As a rule, the block with G41/G42 is followed by the block with the workpiece contour.
However, the contour description may be interrupted by an intervening block that does not
contain information for the contour path, e.g. only M command.
Programming example
N10 T4 D1 M3 S1000 F0.15
N20 G0 X0 Z0 ; P0 - starting point
N30 G1 G42 X50 Z50 ; Selection right of contour, P1
N40 X0 Z0 G40 G1 ; Starting contour, circle or straight line
N50 M30