08.96 4 Measuring Cycles for Turning Machines
4.3.2 L974 1-point measurement
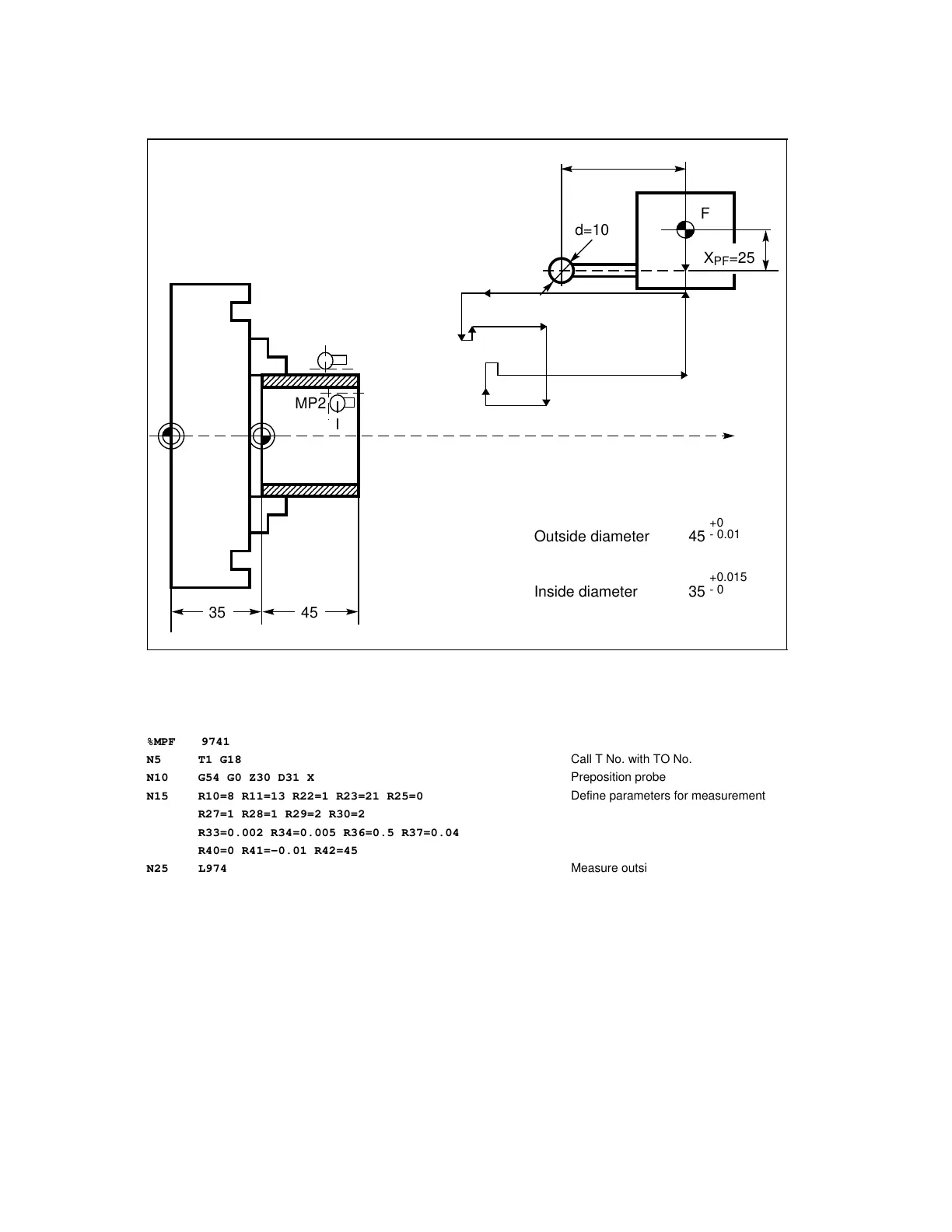
Example: Calibrate workpiece probe, 1-point measurement on outside and inside
diameter
Fig. 4.12 1-point measurement on outside and inside diameter
M
Z
N65
N60
N40
N50
N20
N10
X
PF
=50
MP1
W
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
d=10
MP2
35 45
+0
Outside diameter 45
- 0.01
+0.015
Inside diameter 35
- 0
X
PF
=25
F
%MPF 9741
N5 T1 G18 Call T No. with TO No.
N10 G54 G0 Z30 D31 X Preposition probe
N15 R10=8 R11=13 R22=1 R23=21 R25=0 Define parameters for measurement
R27=1 R28=1 R29=2 R30=2
R33=0.002 R34=0.005 R36=0.5 R37=0.04
R40=0 R41=-0.01 R42=45
N25 L974 Measure outside diameter
N30 G0 G54 Z60 Position probe to face MP2
N35 X0
N40 R10=9 R11=14 R22=1 R23=21 R25=0 Define parameters for measurement
R27=1 R28=1 R29=2 R30=2
R33=0.002 R34=0.005 R36=0.5 R37=0.04
R40=0.015 R41=0 R42=35
N50 L974 Measure inside diameter
N55 G0 G53 Z110 D0 Retraction
N60 G53 X90
N65 M30
© Siemens AG 1990 All Rights Reserved 6FC5197- AB70 4–29
SINUMERIK 840/850/880 (BN)