01.93 2 Defining Parameters
2.6 R22 Probe type/probe number
2.6 R22 Probe type/probe number
The number of probes is determined via MDC.
(See machine tool manufacturer's specification)
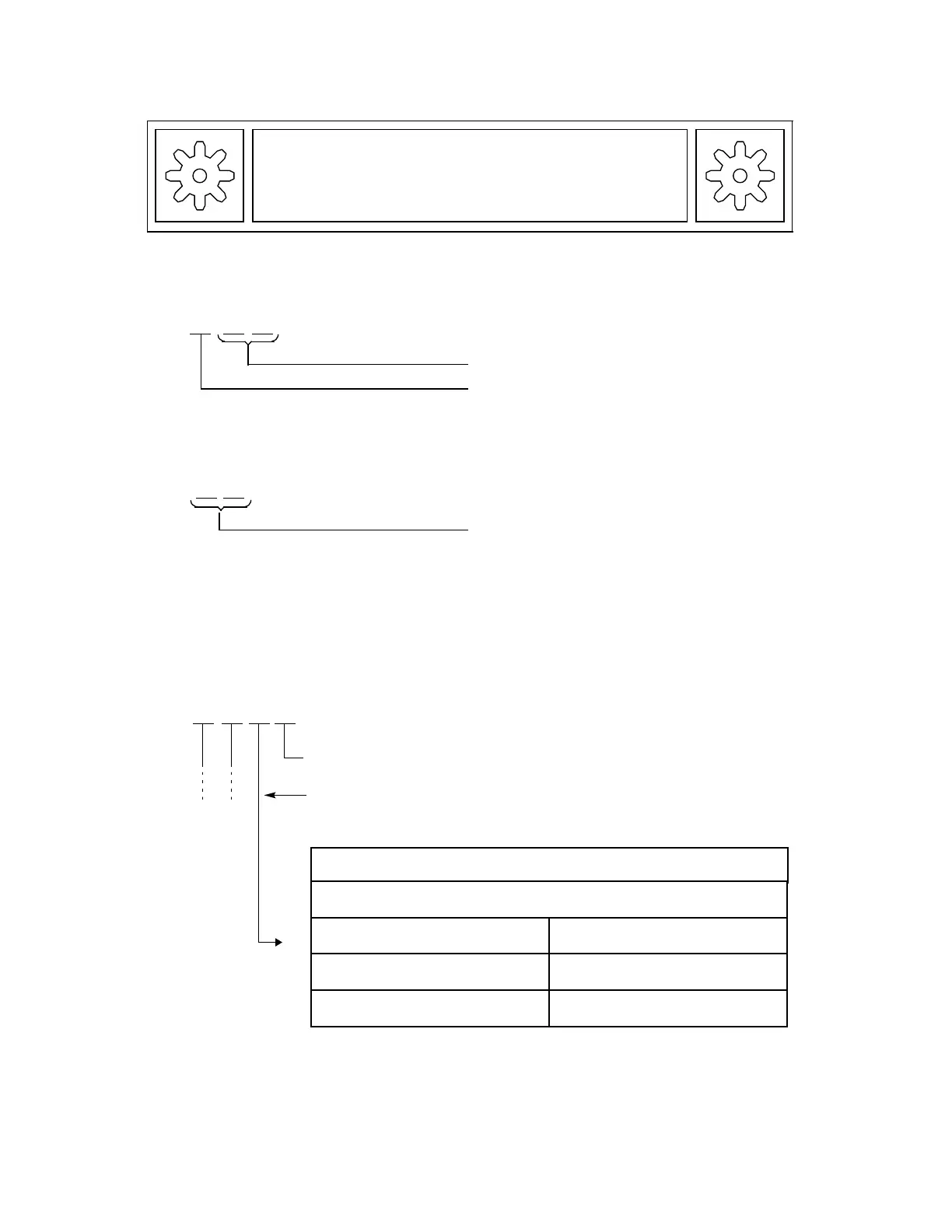
Workpiece measurement:
R22 = 3 2 1
Probe number
Probe type
0 = Multidirectional probe
1 = Monodirectional probe
Tool measurement:
R22 = 2 1
Probe number
2.7 R23 Measurement variant
The measurement variant of the various cycles is determined via parameter R23.
2.7.1 L972/L982 Tool measurement (T)
R23 = 4 3 2 1
0
1
*)
2
*)
0 Calibration
1 Measurement
2 Autom. measurement, depending on tool type
(2nd decimal place of R23 effective only with this
variant)
Tool length in TO memory
before measurement after measurement
PF PF
PF SF
SF SF
_______
*) Function implemented with Version 3.2 and higher
© Siemens AG 1990 All Rights Reserved 6FC5197- AB70 2–5
SINUMERIK 840/850/880 (BN)