4 Measuring Cycles for Turning Machines 08.96
4.1.2 L972/L982 Measure tool
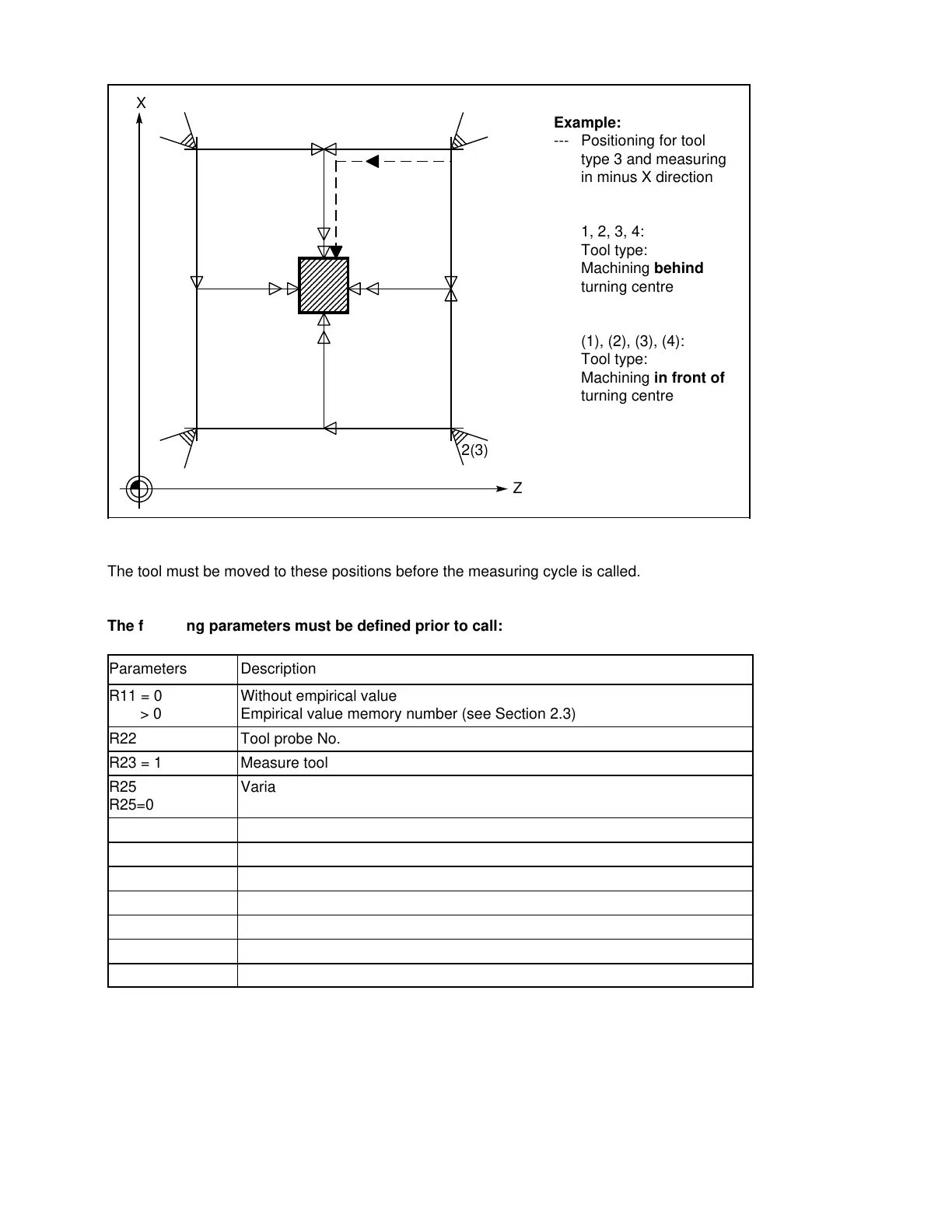
Fig. 4.3 Start positions for tool measurement
M
4(1)
1(4)
3(2)
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
X
Z
2(3)
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
Example:
--- Positioning for tool
type 3 and measuring
in minus X direction
1, 2, 3, 4:
Tool type:
Machining behind
turning centre
(1), (2), (3), (4):
Tool type:
Machining in front of
turning centre
The tool must be moved to these positions before the measuring cycle is called.
The following parameters must be defined prior to call:
Parameters Description
R11 = 0
> 0
Without empirical value
Empirical value memory number (see Section 2.3)
R22 Tool probe No.
R23 = 1 Measure tool
R25
R25=0
Variable measuring speed in mm/min
Standard cycle value
R26 Starting angle (with tool types 26)
R27 = 1...R
max
Number of measurements at same location (typically 1..3)
R28 = 1...R
max
Multiplication factor for measurement path ”2a”
R30 = 1...3 Number of measuring axis (see Section 2.12)
R33 Zero offset range
R36 Safe area
R37 Dimensional deviation check
See Section 10.2 for result display parameters.
4–14 ©
Siemens AG 1990 All Rights Reserved 6FC5197- AB70
SINUMERIK 840/850/880 (BN)