07.90 5 Measuring Cycles for Milling Machines and Machining Centres
5.1.2 L975 Calibrating workpiece probe in reference hole (applicate)
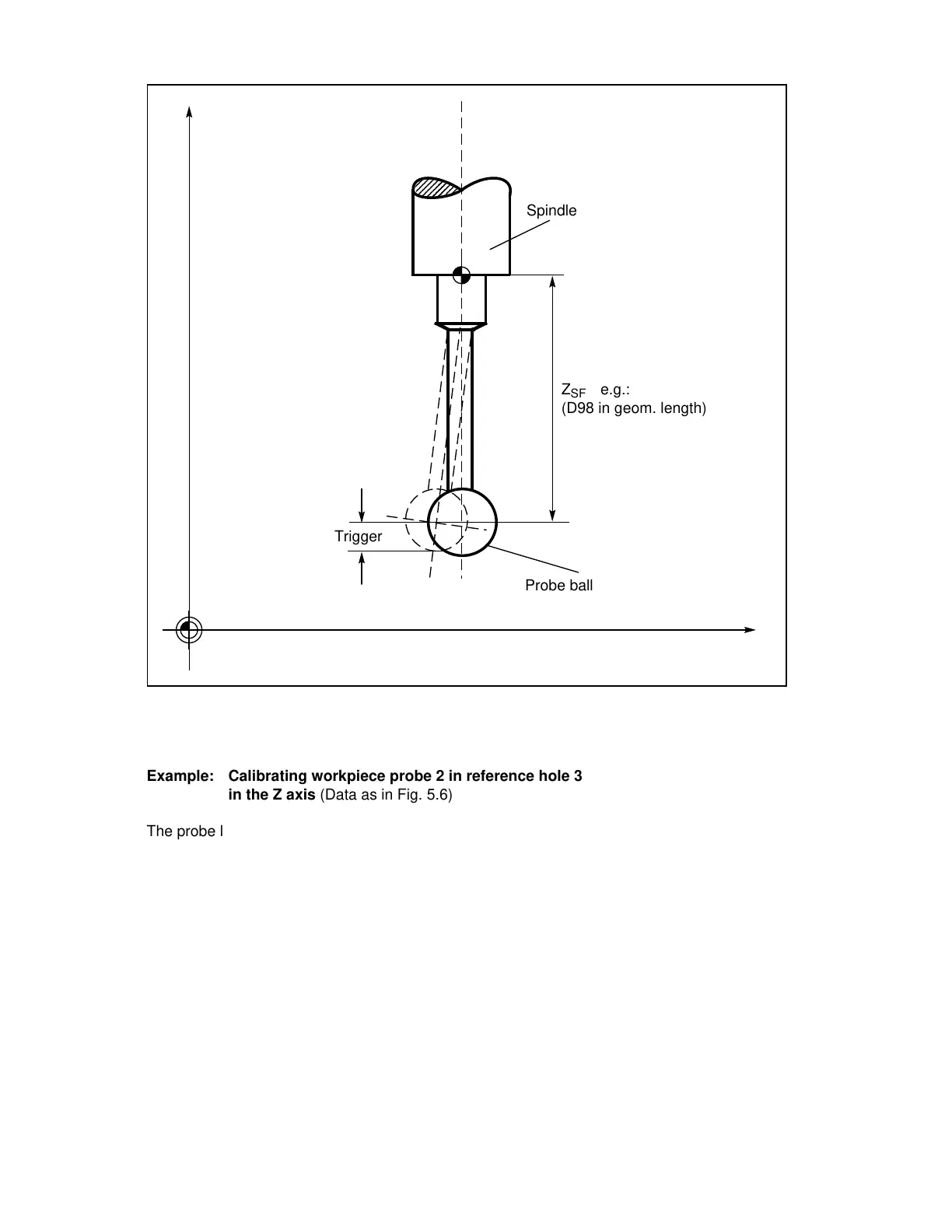
Fig. 5.3 Workpiece probe
X
F
Z
M
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
Spindle
Z
SF
e.g.:
(D98 in geom. length)
Trigger
Probe ball
Example: Calibrating workpiece probe 2 in reference hole 3
in the Z axis (Data as in Fig. 5.6)
The probe length (Z axis) must have been input prior to cycle call in the TO memory, e.g. D98
(in this case value 50).
%MPF 9763
N1 T200 T No. probe
N5 G53 G17 G00 D98 Z100 Select length compensation,
without
ZO
N10 R12=3 R22=2 R23=1 R25=0 Parameters for calibrating cycle
R27=1 R28=1 R33=0 R36=1
N15 L976 Cycle call for calibrating in the
Z axis
N20 M30
The new trigger point is entered in accordance with the MDC.
©
Siemens AG 1990 All Rights Reserved 6FC5197- AB70 5–7
SINUMERIK 840/850/880 (BN)
 Loading...
Loading...










