INSUFFICIENT PENETRATION
This error may be caused by the following:
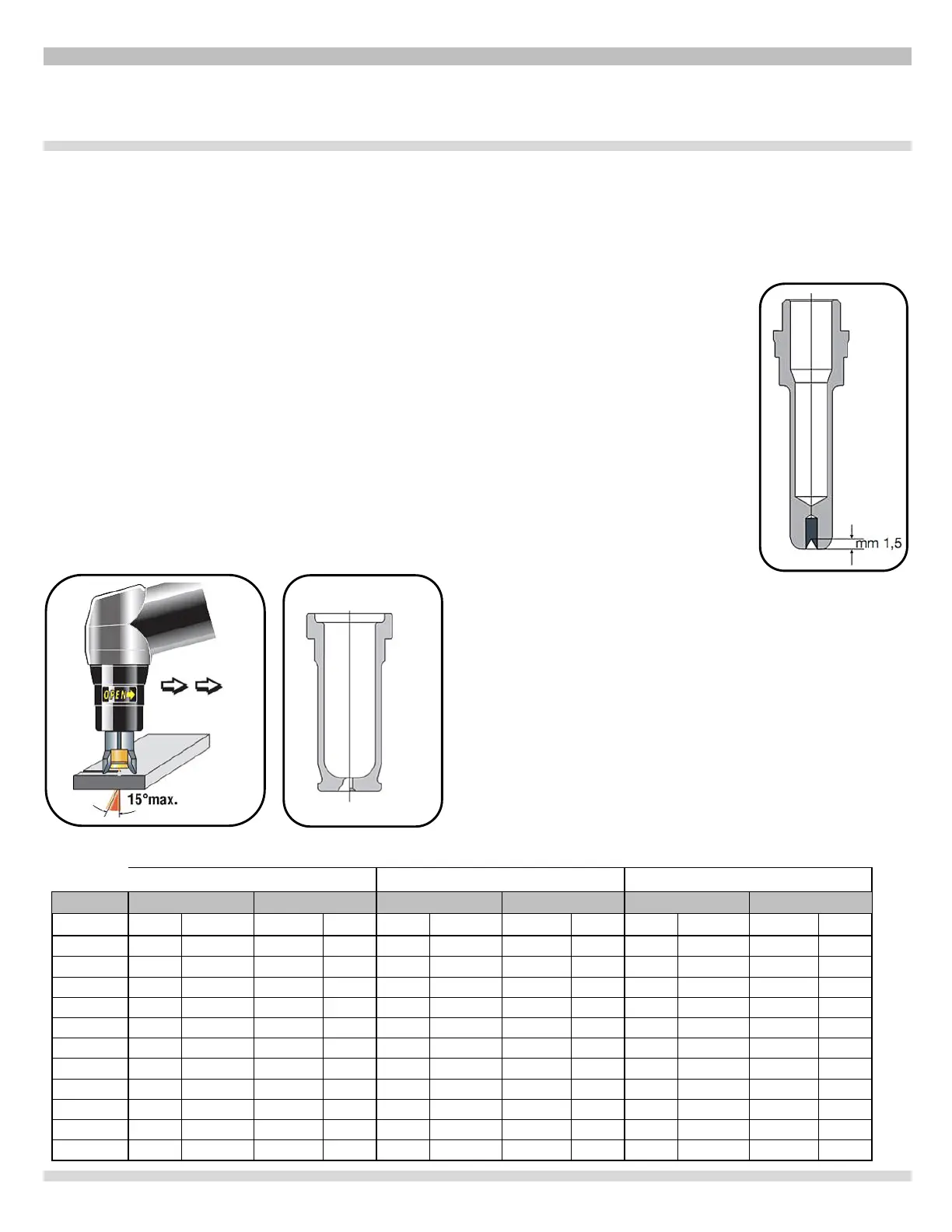
• High speed. Always make sure that the arc fully
penetrates the work piece and is never held at a forward
angle of more than 10 -15° (see Fig. 4). This will avoid
incorrect consumption of the nozzle and burns to the
nozzle holder (see Fig. 5).
• Excessively thick work piece (see “Cutting Thickness–
Speed” chart).
• Grounding clamp not in good electrical contact with the
work piece.
• Worn nozzle and electrode.
• Cutting current too low.
NOTE: When the arc does not penetrate, check the nozzle
for cutting slag blockage.
CUTTING ARC GOES OFF
This error may be caused by:
• Worn nozzle, electrode or swirl ring.
• Air pressure too high.
• Supply voltage too low.
REPLACING CONSUMABLE PARTS
Always shut off the machine before replacing
consumer parts.
• The electrode must be replaced when it has a crater in the
center approximately 1 mm deep (.039”) or slightly over
1/32” (see Fig. 6).
• The gas nozzle must be replaced
when the hole is no longer smooth
and the cutting capacity is
diminished.
• The swirl ring must be replaced
when some areas are blackened.
Due to its small size, it is very
important to position it correctly
during assembly (see Fig. 4).
• The nozzle holder must be
replaced when the insulating part
is deteriorated
Make sure that the electrode T,
the swirl ring U and the gas
nozzle V are mounted correctly,
and that the nozzle holder W is
firmly tightened.
If any of these parts are missing, this will interfere with
smooth operation of the machine and, especially,
jeopardize operator safety
SHORTER LIFE OF CONSUMABLE PARTS
This error may be caused by:
• Oil or dirt in the arc intake,
• Unnecessarily long pilot arc,
• Low arc pressure.

 Loading...
Loading...










