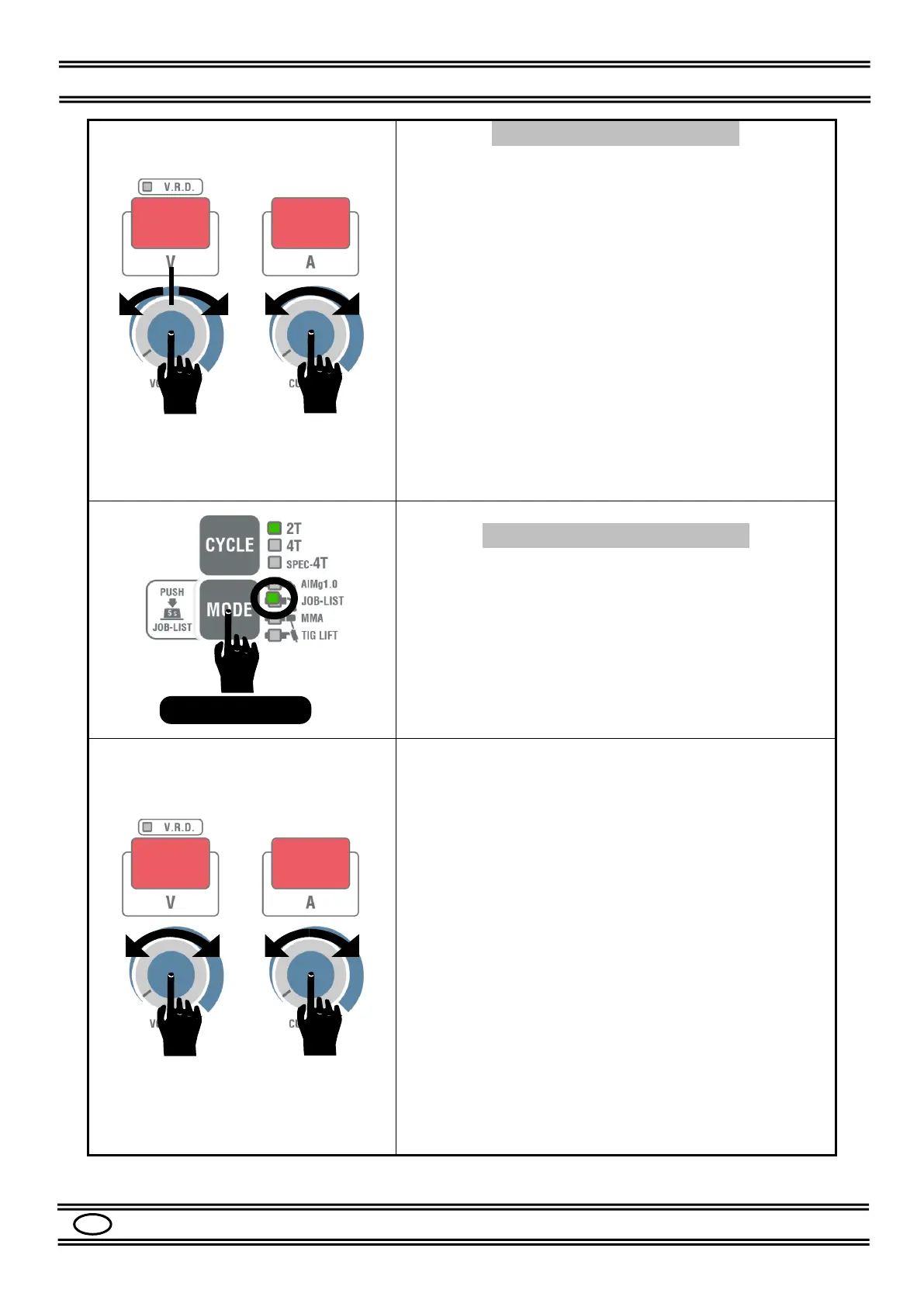
Regolazione SINERGICA
In MODALITA’ AlMg1.0 e JOB-LIST, è impostata di
fabbrica la regolazione SINERGICA. Sottomenu P19
impostato su OFF, Vedi Par. 8.5.
- Impostare la CORRENTE di SALDATURA con la
manopola (20).
- Durante la saldatura, è possibile correggere di +/- 50%
la TENSIONE D’ARCO rispetto al valore ideale della
curva sinergica.
La correzione avviene ruotando la manopola (21) in senso
antiorario per ottenere una correzione fino a -50% e in
senso orario per ottenere una correzione fino a +50%.
Premere la manopola (20) per almeno 5 s per ottenere
una regolazione in VELOCITA’ FILO, in questo caso
regolare i m/min desiderati sul display di destra.
Premere nuovamente per almeno 5 s per tornare alla
regolazione in CORRENTE.
Regolazione con JOB-LIST
La libreria JOB-LIST contiene i codici di programma dei
materiali saldabili in modalità MIG pulsato e MIG non
pulsato (CV).
In MODALITA’ JOB-LIST premere il pulsante MODE (18)
per almeno 5 s per entrare nel menu JOB-LIST.
Se per 5 s non viene eseguita nessuna azione, la
macchina uscirà automaticamente dal menu JOB-LIST.
Il display di sinistra indicherà “JOB” e quello di destra il
n° di JOB.
Selezionare il n° con la manopola (20) e facendo
riferimento alla Tabella 3. La stessa tabella è riportata nel
vano portabobina della macchina.
Ogni programma della JOB-LIST è composto da 3 cifre, il
significato di ogni cifra è il seguente:
Bit 1: rappresenta il MATERIALE del filo di saldatura, il
valore è compreso da 0 a 9.
Impostarlo con la manopola di sinistra (21).
Bit 2: rappresenta:
0 = MIG PULSATO
1 = MIG non pulsato (CV)
2 = (Solo per acciaio al carbonio Cs-0), MIG non
pulsato (CV) con gas 100% CO
2
Bit 3: rappresenta il DIAMETRO del filo di saldatura:
1 = Filo da 0,8 mm
2 = Filo da 1,0 mm
3 = Filo da 1,2 mm
(- - -): significa che non esiste un programma e potrà
essere utilizzato per eventuali aggiornamenti del
software.