Forma d’onda della
doppia pulsazione
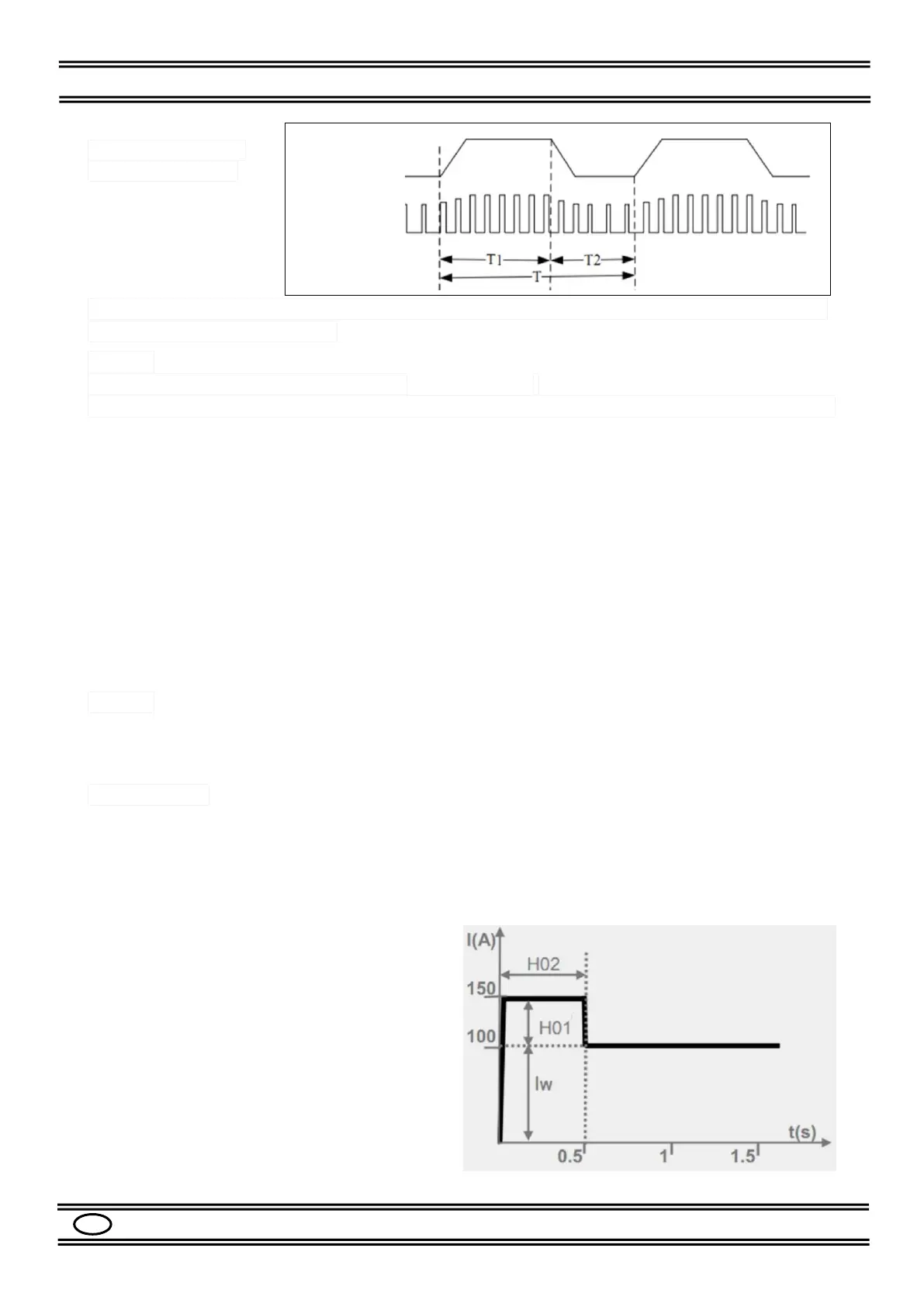
Fig. 10
In Fig. 10 “T” indica la frequenza della doppia pulsazione (P11), “T1” il valore di Pulsato alto e
“T2” il valore del pulsato basso.
P12 - Correzione lunghezza d’arco del gruppo di impulsi alto (in doppia pulsazione)
Per regolare la larghezza del cordone a “spina di pesce”.
Impostare valori alti per ottenere un cordone più largo e valori bassi per un cordone più stretto.
P13 - Offset velocità doppia pulsazione
Maggiore è il valore, maggiore è la profondità della “spina di pesce”.
P14 - Rapporto del gruppo di impulsi alto
Maggiore è il valore, maggiore è la proporzione dell'intera sporgenza e scanalatura della
“spina di pesce”.
P17 - Tempo di corrente iniziale (in 4 Tempi special)
E’ il tempo nel quale la corrente iniziale P05 rimane, trascorso questo tempo la corrente si
porterà al valore impostato. Con l’impostazione OFF questa funzione non è attiva.
P18 - Tempo di corrente finale (in 4 Tempi special)
E’ il tempo nel quale la corrente finale di riempimento cratere P06 rimane, trascorso questo
tempo la corrente si porterà a 0. Con l’impostazione OFF questa funzione non è attiva.
P19 - Selezione modalità standard (non sinergico)
OFF = modalità sinergica;
ON = modalità standard, in questo caso le due manopole (20) e (21) permettono di regolare i
valori di CORRENTE e TENSIONE in modo indipendente (non più sinergico).
H01, H02 - HOT START (solo in elettrodo MMA)
Questa funzione offre i vantaggi seguenti:
- Migliora l'accensione, anche quando si utilizzano elettrodi con scarse proprietà di accensione
- Migliora la fusione del metallo di base nella fase di start-up, che significa meno difetti di inizio
saldatura fredda.
- Previene gran parte delle inclusioni di scorie.
Fare riferimento alla figura a lato.
Durante il tempo di HOT START indicato
con “H02”, la corrente di saldatura può
essere aumentata.
Questo valore, “H01”, è regolabile dall’1 al
100% in più rispetto alla corrente di
saldatura impostata.
Nell’esempio di figura la corrente impostata
è 100A. Impostando una corrente di HOT
START (H01) del 50%, e un tempo (H02)
di 0,5 s, si otterrà una corrente iniziale di
100A + (50% di 100A) = 150A per 0,5 s.