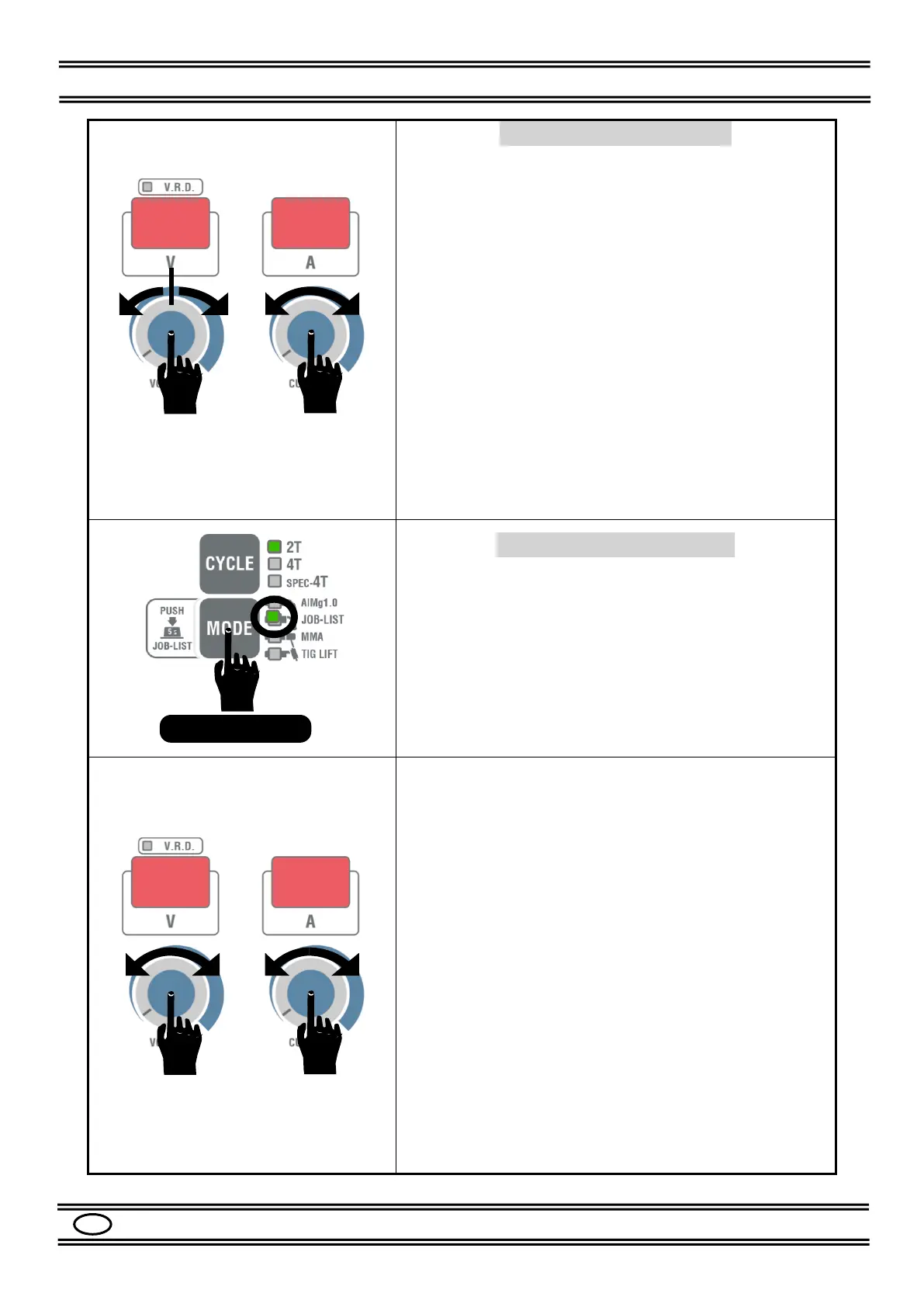
Réglage SYNERGIQUE
En MODALITÉ AlMg1.0 et JOB-LIST, le réglage
SYNERGIQUE est paramétré en usine. Sous-menu P19
paramétré sur OFF, Voir Par. 8.5.
- Paramétrer le COURANT de SOUDURE avec le bouton
(20).
- Pendant la soudure, il est possible de corriger de +/-
50% la TENSION D’ARC par rapport à la valeur de la
courbe synergétique.
La correction a lieu en tournant le bouton (21) dans le
sens contraire des aiguilles d'une montre pour obtenir une
correction jusqu’à -50% et dans le sens des aiguilles d'une
montre pour obtenir une correction jusqu’à +50%.
Appuyer le bouton (20) pendant au moins 5 secondes
pour obtenir un réglage de la VITESSE FIL, dans ce cas
régler les m/min désirés sur l’afficheur de droite.
Appuyer de nouveau pendant au moins 5 secondes pour
revenir au réglage en COURANT.
Réglage avec JOB-LIST
La librairie JOB-LIST contient les codes de programme
des matériels que vous pouvez souder en modalité MIG
pulsé et MIG non pulsé (CV).
En MODALITA’ JOB-LIST appuyer le bouton MODE (18)
pour au moins 5 secondes pour entrer dans le menu
JOB-LIST.
Si pendant 5 secondes vous n’effectuez aucune opération,
la machine sortira automatiquement du JOB-LIST.
L’afficheur de gauche indiquera “JOB” et celui de droite
le no. de JOB.
Sélectionner le no. avec le bouton (20) et en faisant
référence au Tableau 3. Ce même tableau est affiché dans
le compartiment porte bobine de la machine.
Chaque programme de la JOB-LIST est composé de 3
chiffres, la signification de chaque chiffre est la suivante:
Bit 1: représente le MATERIEL du fil de soudure, la
Valeur est comprise entre 0 et 9.
La paramétrer avec le bouton de gauche (21).
Bit 2: représente:
0 = MIG PULSÉ
1 = MIG non pulsé (CV)
2 = (Seulement pour acier au carbone Cs-0), MIG
non pulsé (CV) avec gaz 100% CO
2
Bit 3: représente le DIAMETRE du fil de soudure:
1 = Fil de 0,8 mm
2 = Fil de 1,0 mm
3 = Fil de 1,2 mm
(- - -): signifie qu’il n’y a pas un programme et pourra etre
utilisé pour des mises à jour éventuelles du logiciel.