EX-TRAFIRE
®
55SD
Operator Manual, Revision T-34-36
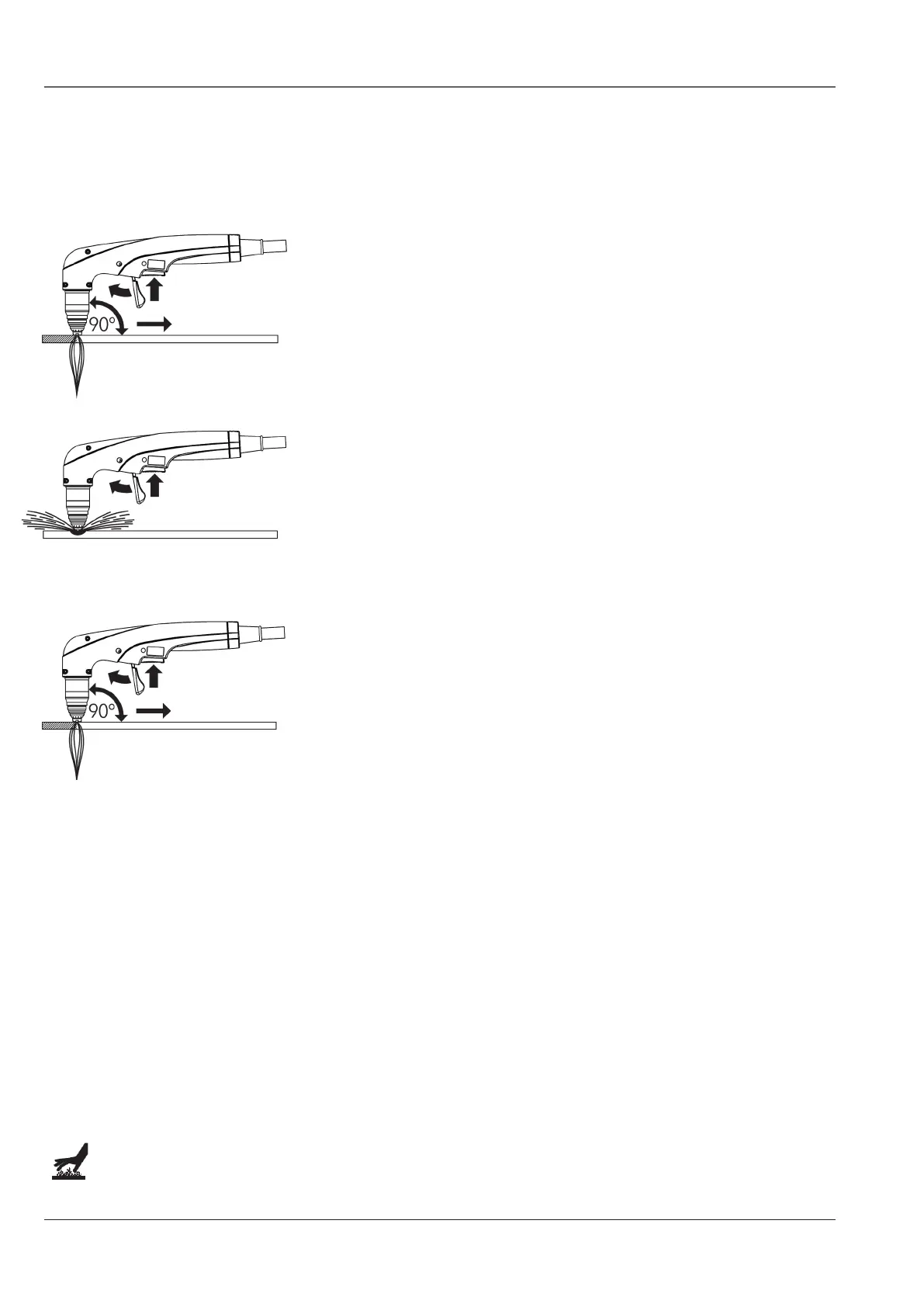
Hand torch cutting technique
Avoid unnecessary firing of the torch, each firing of the torch reduces the lifetime of the electrode
and nozzle�
When cutting, ensure the arc spray exits the underside of the work
piece�
Incomplete severance is indicated by an upward arc spray� This can
be caused by the following:
• Excessive travel speed
• Incorrect power settings
• Incorrect gas pressure settings
• Worn/damaged consumables
• or by any combination of the above
Hold the torch vertically and watch the arc while cutting along the
line�
Shielded consumables� Make light contact between the shield and the work piece, pull the torch at
a steady travel speed�
• Pulling the torch gives better control compared to pushing�
• For cutting thin material, reduce the amperage to the optimum to achieve the highest cut
quality�
• For straight line/bevel cutting, use a straight edge as a guide� To cut circles, use a template or
a circle cutting attachment�
• Gas Post flow – After the torch trigger is released, the gas will continue to flow up to 55
seconds (according to adjusted cutting current) to cool the torch and consumables�
Note: The torch will be ready to restart by depressing the torch trigger during the post flow period�
To stop the post flow, depress the torch trigger quickly and release�
DANGER! Consumables can remain hot after the post-flow period�
Direction of cut
Direction of cut