21
20
Operation
Welding technique
TIG Welding Application Shot
4.1 TIG Basic Welding Technique
Gas Tungsten Arc Welding (GTAW) or TIG (Tungsten Inert Gas) as it is commonly referred
to, is a welding process in which fusion is produced by an electric arc that is established
between a single tungsten (non- consumable) electrode and the work piece. Shielding is
obtained from a welding grade shielding gas or welding grade shielding gas mixture which
is generally Argon based. A filler metal may also be added manually in some circumstances
depending on the welding application.
Gas Cup
Either Ceramic,
High-lmpact or
Water Cooled
Metal
Work Piece
can Be Any Commercial
Metal
Welds Made With or
Without Addition
of Filler Metal
Inert Gas
Shields Electrode
and Weld Puddle
Tungsten Electrode
Non-Consumable
3.6 Operation Notices
◆Height above sea level is below 1000m.
◆Operation temperature range:-10˚C~+40˚C.
◆Relative humidity is below 90%(20˚C).
◆Preferably site the machine some angles above the floor level,the maximum
angle does not exceed 15˚.
◆The content of dust,acid,corrosive gas in the surrounding air or substance
can not exceed normal standard.
◆Take care that there is sufficient ventilation during welding.There is at least
30cm free disstance between the machine and wall.
3.5 Operation Environment
◆Read safty instruction and Chapter 1 carefully before attempting to use this
equipment.
◆Connect the ground wire the machine directly
◆In case closing the power switch, no-load voltage may be exported.Do not touch
the output electrode with any part of your body.
◆Before operation,no concerned people should be left,Do not watch the arc in
unprotected eyes.
◆Ensure good ventilation of the machine to improve duty ratio.
◆Turn off the engine when the operation finished to economize energy source.
◆When power switch shuts off protectively because of failure.Don’t restart it until
until problem is resolved.
Otherwise,the range of problem will be extended.
4.4 TIG Parameters Matching
The corresponding relationship between gas nozzle
diameter and electrode diameter
Gas nozzle diameter/mm
6.4
8
9.5
11.1
Electrode diameter/mm
0.5
1.0
1.6 or 2.4
3.2
Notice: the above parameters originate from <<Welding Dictionary>> P142,Volume 1 of Edition 2.
04
Gas nozzle and the shield gas flow rate
Welding
current range/A
DC positive connection
AC
Gas nozzle
diameter/mm
Gas flow
1
rate/L•min-
Gas nozzle
diameter/mm
Gas flow
1
rate/L•min-
10~100
101~150
151~200
201~300
4~9.5
4~9.5
6~13
8~13
4~5
4~7
6~8
8~9
8~9.5
9.5~11
11~13
13~16
6~8
7~10
7~10
8~15
Notice: the above parameters originate from <<Welding Dictionary>> P149,Volume 1 of Edition 2.
Protect effect
best better
good
bad
worst
Welding area color bright argent orange-yellow
blue-purple
caesious
white powder
of titanium oxid
The relation of welding area color & protect effect of Ti-alloy
4.3 The explanation of welding quality
The relation of welding area color & protect effect of stainless steel
Protect effect
best better
good
bad
worst
Welding area color argent,golden
blue
red-grey
grey
black
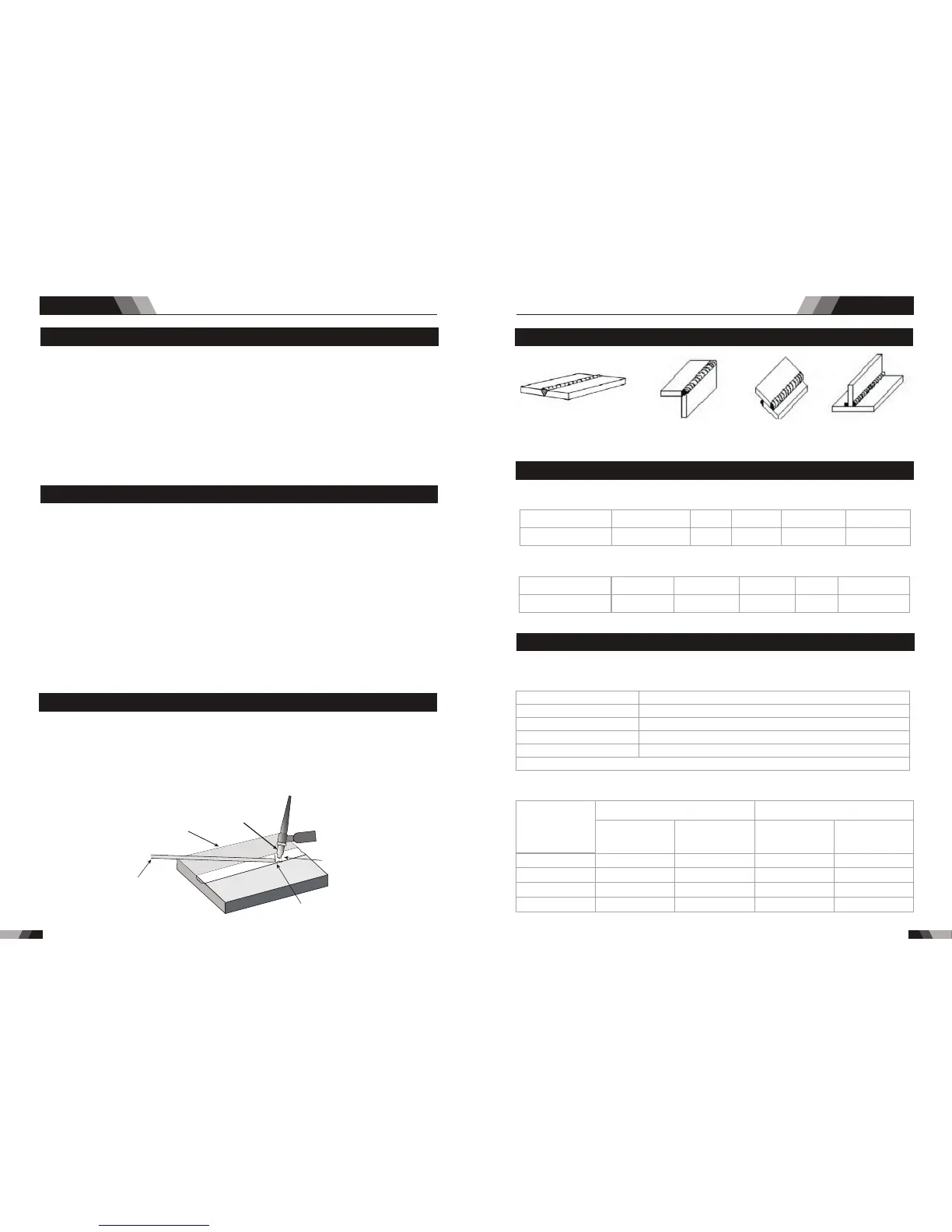
a butt joint b lap joint c coner joint d T joint
4.2 Joint froms in TIG
AC/DC WIG SERIES EQUIPMENTAC/DC WIG SERIES EQUIPMENT