23
22
TIG of stainless steel(single run welding)
Workpiece
thickness
/mm
Joint form
tungsten
electrode
diameter
/mm
welding
wire
diameter
/mm
Argon gas
flow rate/
1
L•min-
welding
current
(DCEP)
Welding
speed/
cm•min-1
0.8
1.0
1.5
1.5
2.4
2.4
3.2
3.2
4.8
4.8
6.0
Butt joint
Butt joint
Butt joint
Corner joint
Butt joint
Corner joint
Butt joint
Corner joint
Butt joint
Corner joint
Butt joint
1.0
1.6
1.6
1.6
1.6
1.6
1.6
1.6
2.4
3.2
4.0
1.6
1.6
1.6
1.6
2.4
2.4
2.4
2.4
3.2
3.2
4.0
5
5
7
7
7
7
7
7
8
9
10-12
20~50
50~80
65~105
75~125
85~125
95~135
100~135
115~145
150~225
175~250
220~300
66
56
30
25
30
25
30
25
25
20
25
Notice: the above parameters originate from <<Welding Dictionary>> P150,Volume 1 of Edition 2.
Welding techniqueWelding technique
Tungsten
Electrode
Diameter/mm
Sharpened of
the Electrode
Diameter/mm
Angle of Cone(º)
Background
Current/a
1.0
1.0
1.6
1.6
2.4
2.4
3.2
4.0
0.125
0.25
0.5
0.8
0.8
1.1
1.1
1.5
12
20
25
30
35
45
60
90
2~15
5~30
8~50
10~70
12~90
15~150
20~200
20~300
Tungsten Electrode
Parameters of piping back sealing welding for mild steel(DCEP)
Piping
diameter
Φ/mm
Tungsten
electrode
diameter/mm
Gas nozzle
diameter/mm
Welding
wire diameter/mm
Welding current/A
Welding
current/A
Arc
voltage/V
Argon flow
1
rate/L•min-
Welding
1
rate/cm•min-
38
42
60
76
108
133
159
219
273
325
2.0
2.0
2.0
2.5
2.5
2.5
2.5
2.5
2.5
2.5
8
8
8
8~10
8~10
8~10
8~10
8~10
8~10
8~10
2
2
2
2.5
2.5
2.5
2.5.
2.5
2.5
2.5
75~90
75~95
75~100
80~105
90~110
90~115
95~120
100~ 120
110~ 125
120~ 140
11~13
11~13
11~13
14~16
14~16
14~16
14~16
14~16
14~16
14~16
6~8
6~8
7~9
8~10
9~11
10~12
11~13
12~14
12~14
12~14
4~5
4~5
4~5
4~5
5~6
5~6
5~6
5~6
5~6
5~6
Notice: the above parameters originate from <<Welding Dictionary>> P167, Volume 1 of Edition 2.
Notice: the above parameters originate from《Welding Dictionary》P538, Volume 2 of Edition 2.
Parameters of AC TIG(MMA) for Aluinum and its alloy
Steet
thickness
/mm
Welding
wire
diameter
/mm
Tungsten
eletrode
diameter
/mm
Pre-heat
Temper
-ature/ºC
Welding
current/A
Argon flow
1
rate/L•min-
Gas nozzle
diameter
/mm
Remark
1.6
1.6~2.0
2~2.5
2~3
3
3~4
4
4~5
4~5
2
2
2~3
3
4
4
5
5
5
100
100~150
45~60
50~80
90~120
150~180
180~200
180~240
240~280
260~320
280~340
1
1.5
2
3
4
5
6
8
10
7~9
7~9
8~12
8~12
10~15
10~15
16~20
16~20
16~20
8
8
8~12
8~12
8~12
10~12
14~16
14~16
14~16
Flange welding
Flange or butt
welding by
one side
Butt welding
V-groove
butt welding
12
14
16
18
20
16~20
22~25
4~5
5~6
5~6
5~6
5~6
5~6
5~6
5~6
5~6
6
6
6
6
6~7
150~200
180~200
200~220
200~240
200~260
200~260
200~260
300~360
340~380
340~380
360~400
360~400
300~380
360~400
18~22
20~24
20~24
25~30
25~30
25~30
30~35
16~20
16~20
16~20
16~20
20~22
16~20
20~22
X-groove
butt welding
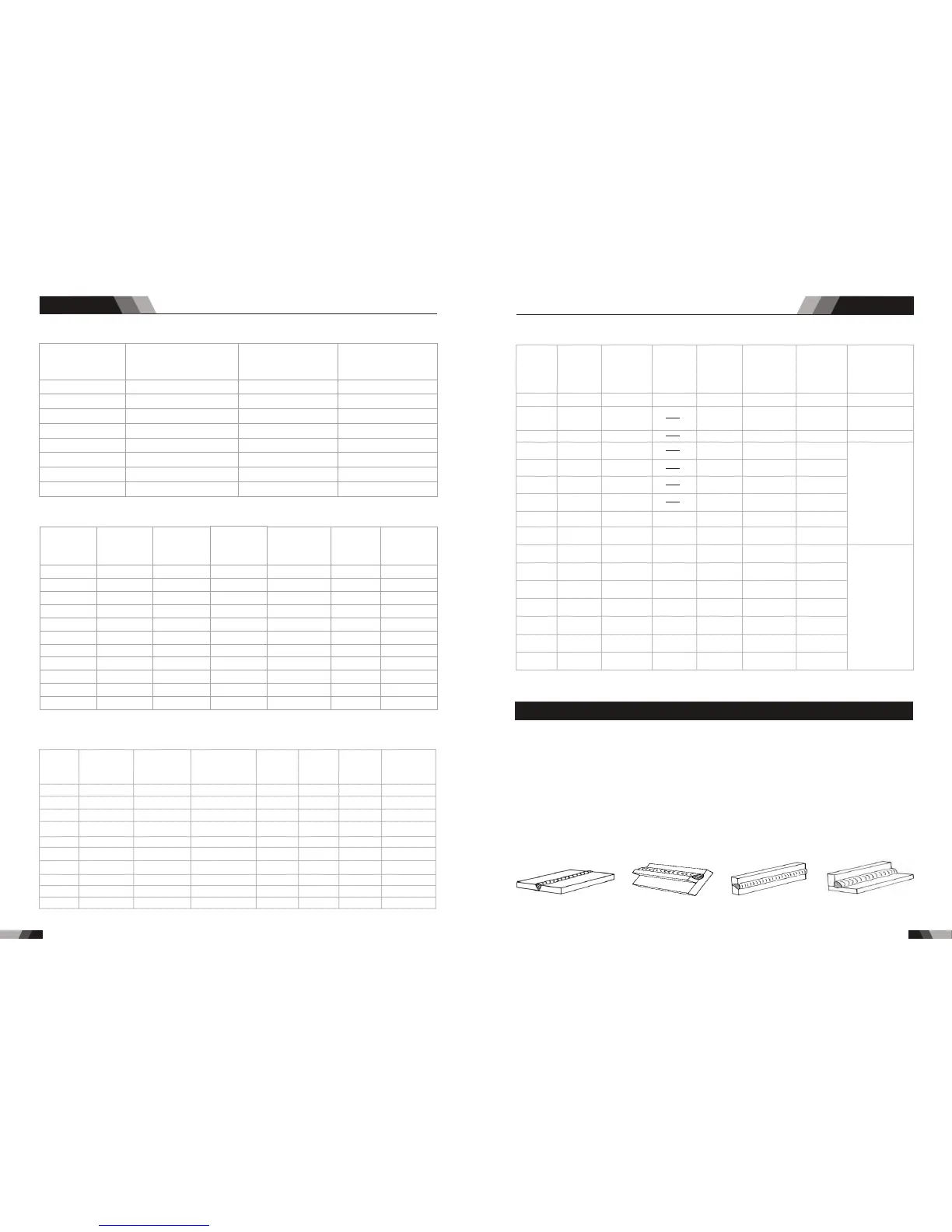
4.5 MMA Basic Welding Technique
Arc Welding Practice
The tec hniqu es used for a rc weldin g are almost identical regardless of what types of
metals are being joined. Naturally enough, different types of electrodes would be used
for different metals as described in the preceding section.
Welding Position
Th e elec tro de s de al t wi th in t his pu bli catio n ca n be used in mos t posi ti ons , i.e. th ey
are suitable for welding in flat, horizontal, vertical and overhead positions. Numerous
applica tions c all for welds to be made in po sitions intermedi ate betw een thes e. Some
of the common types of welds are shown
Flat Position,
Down Hand Butt Weld
Flat Position,
Gravity Fillet Weld
Horizontal Position,
Butt Weld
Horizontal- Vertical
( HV) Position
AC/DC WIG SERIES EQUIPMENTAC/DC WIG SERIES EQUIPMENT