Ku nst sto ffschwei ß tec hni k
WIDOS Einsteinstr. 5 Phone +49 7152 9939 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Fax +49 7152 9939 - 40
info @ widos.de
www.widos.de
02.11.11 Working instructions WIDOS 4900 Page 15 of 46
3. Functional description
Basica l l y th e in t ern ati on al an d n at i on al st an dard specifi cation s are to be
fu l f i l l ed.
The plastic pipes are clamped by means of the clamping tools.
Then the foreparts are planed parallel by means of the planer, and mismatch is checked.
Now the heating element is inserted and the pipes are pressed against the heating element with
the defined adjusting pressure. This operation is called "adjusting".
After the prescribed bead height is reached, the pressure is relieved and the heat-up time is
starting. Now the pipes are heated up to welding temperature.
After expiration of the heat-up time, the slide has to be opened, the heating element is removed
quickly and the pipes are rejoined. The time between removing the heating element and rejoining
the pipes is called change-over time.
The pipes are joined with the prescribed welding pressure and then cool down under pressure
(cooling time).
The weld joint can be unclamped, the welding process is finished.
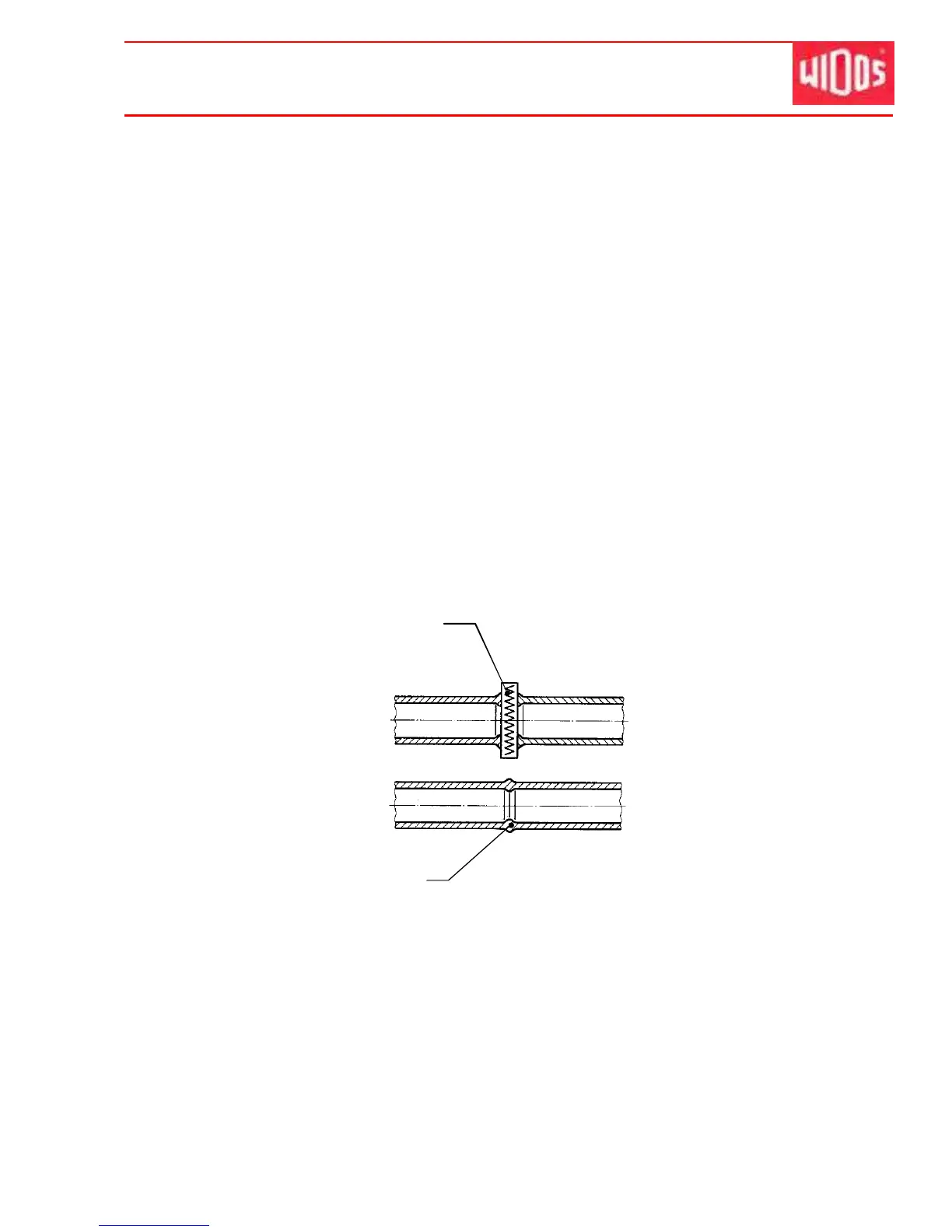
Heating element heats the pipes
up to welding temperature
Finished weld joint with