Ku nst sto ffschwei ß tec hni k
Foundation: 2207, 2208 DIN 16932 German association for welding
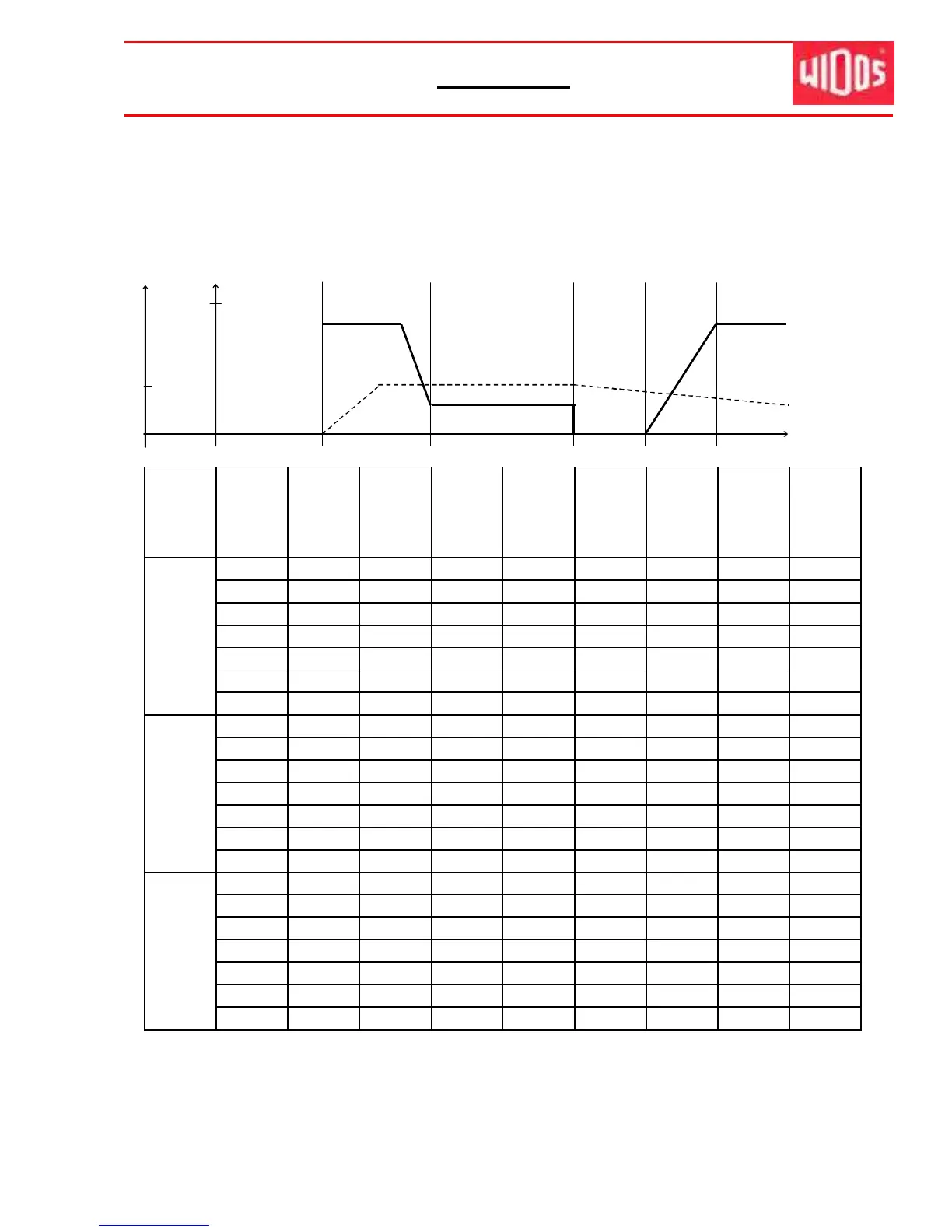
time to
change- reach full
over welding cool-down time
0,10 (PP) time pressure
pressure in
T
desired
temperature
time
5,1 17,6 3 0,5 145 5 6 3 7
8,2 11 4 1,0 192 6 8 4 14
12,3 7,4 6 1,0 249 7 11 6 20
15,0 6 6 1,0 281 8 14 6 24
6,3 17,6 4 0,5 164 6 7 4 10
10,0 11 6 1,0 217 7 9 6 17
15,1 7,4 8 1,0 283 8 14 8 24
18,3 6 9 1,0 322 9 16 9 29
7,1 17,6 5 1,0 176 6 7 5 12
11,4 11 7 1,0 237 7 11 7 19
17,1 7,4 10 1,0 307 8 15 10 27
20,8 6 12 1,5 348 10 18 12 33
Table for PP
Additional to the given bead-up force and to the welding force the moving force of the support must be added !
The standard value for heating element temperature is 210° C +/- 10° C.
welding area
in welding area
P (N/mm²)
bead-up heat-up
02.11.2011 Working instructions WIDOS 4900 Page 26 / 1 von 46
 Loading...
Loading...









