ENGINE
WG972-E4, WSM
1-S43
Correcting Valve and Valve Seat
• Before correcting the valve and seat, check the valve stem
and the I.D. of valve guide section, and repair them if
necessary.
• After correcting the valve seat, be sure to check the valve
recessing.
1) Correcting Valve
1. Correct the valve with a valve refacer.
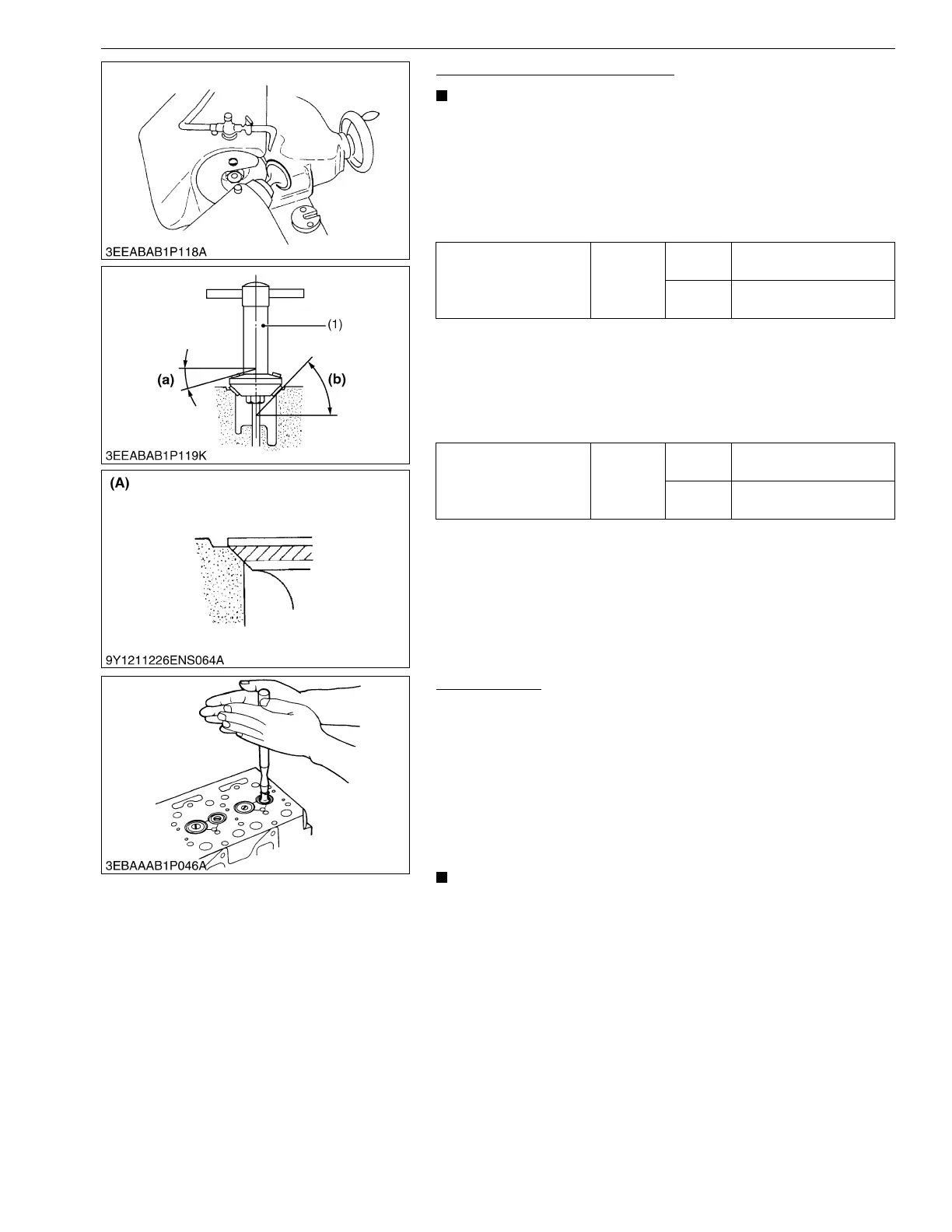
2) Correcting Valve Seat
1. Slightly correct the seat surface with a 0.785 rad (45 °) valve
seat cutter.
2. Resurface the seat surface with a 0.262 rad (15 °) valve seat
cutter.
3. After resurfacing the seat, lap the valve as follows.
9Y1211108ENS0068US0
Valve Lapping
1. Apply compound evenly to the valve lapping surface.
2. Insert the valve into the valve guide. Lap the valve onto its seat
with a valve flapper.
3. After lapping the valve, wash the compound away and apply
prussian blue to the contact surface to check the seated rate.
4. If the valve seats all the way around the valve seat, apply oil and
repeat valve lapping with oil.
5. If the valve contact is incorrect, replace or correct the valve or
correct the contact of valve seating.
• When valve lapping is performed, be sure to check the
valve recessing and adjust the valve clearance after
assembling the valve.
9Y1211108ENS0069US0
Valve face angle
Factory
specifica-
tion
IN.
0.785 rad
45 °
EX.
0.785 rad
45 °
Valve seat angle
Factory
specifica-
tion
IN.
0.785 rad
45 °
EX.
0.785 rad
45 °
(1) Valve Seat Cutter
(A) Check Contact
(a) 0.262 rad (15 °)
(b) 0.785 rad (45 °)