Chapter 7 Reduction and Reversing Gear
5. Reassembly
4LHA Series
Final
Assembly
INPUT
SHAFT SEAL
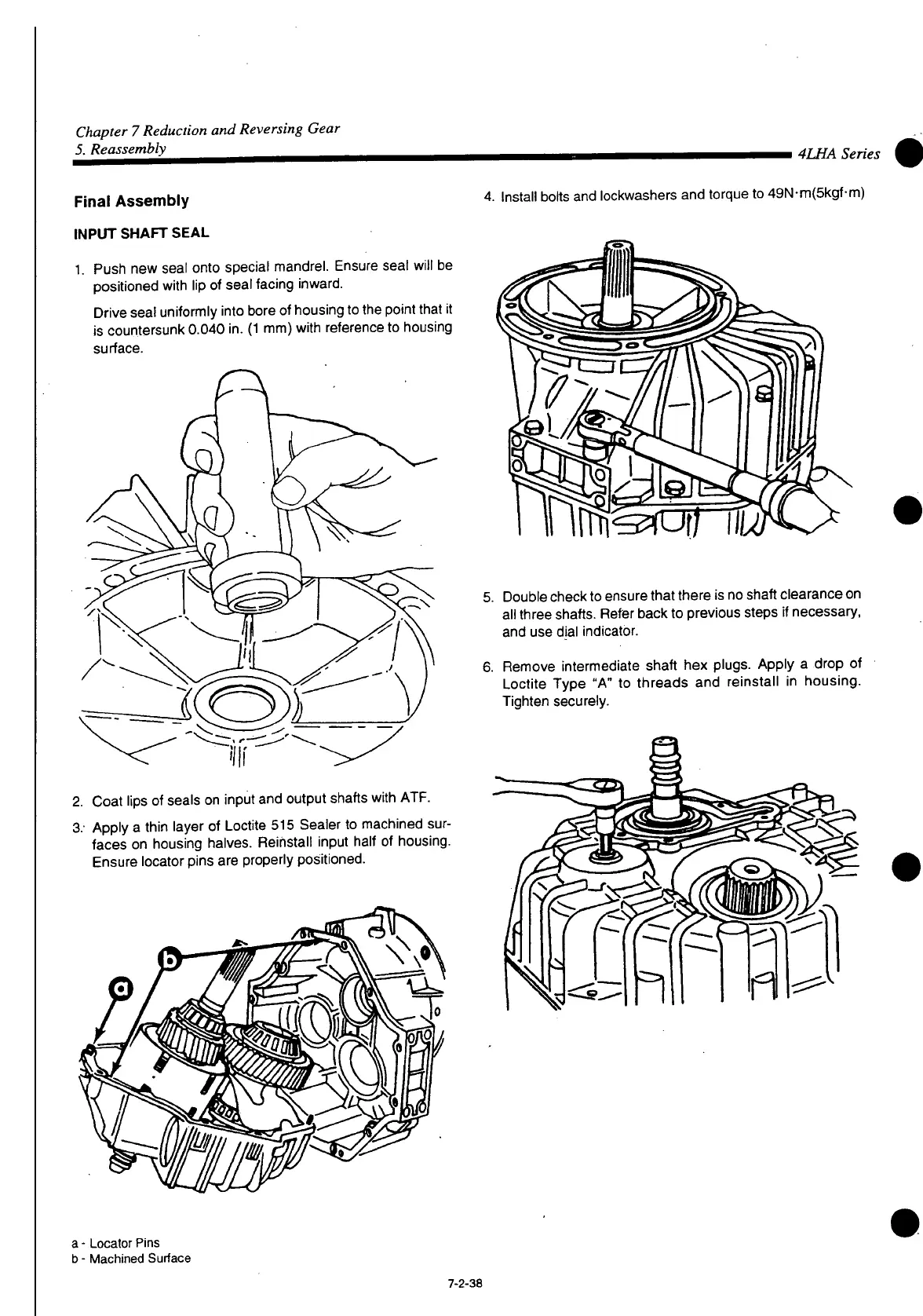
1. Push new seal onto special mandrel. Ensure seal
will
be
positioned
with
lip of seal facing inward.
Drive seal uniformly
into
bore of housing to the
point
that
it
is
countersunk 0.040 in. (1 mm)
with
reference to housing
surface.
4.
Install
bolts and lockwashers and torque to 49N-im(5kgf-m)
2.
Coat lips of seals on
input
and
output
shafts
with
ATF.
3.
- Apply a
thin
layer of Loctite 515 Sealer to machined sur-
faces
on housing halves. Reinstall
input
half of housing.
Ensure
locator pins are properly positioned.
5.
Double check to ensure
that
there is no shaft clearance on
all three shafts. Refer back to previous steps if necessary,
and use dial indicator.
6. Remove intermediate shaft hex plugs. Apply a drop of
Loctite Type "A" to threads and reinstall in housing.
Tighten securely.
a
- Locator Pins
b - Machined Surface
7-2-38
 Loading...
Loading...


