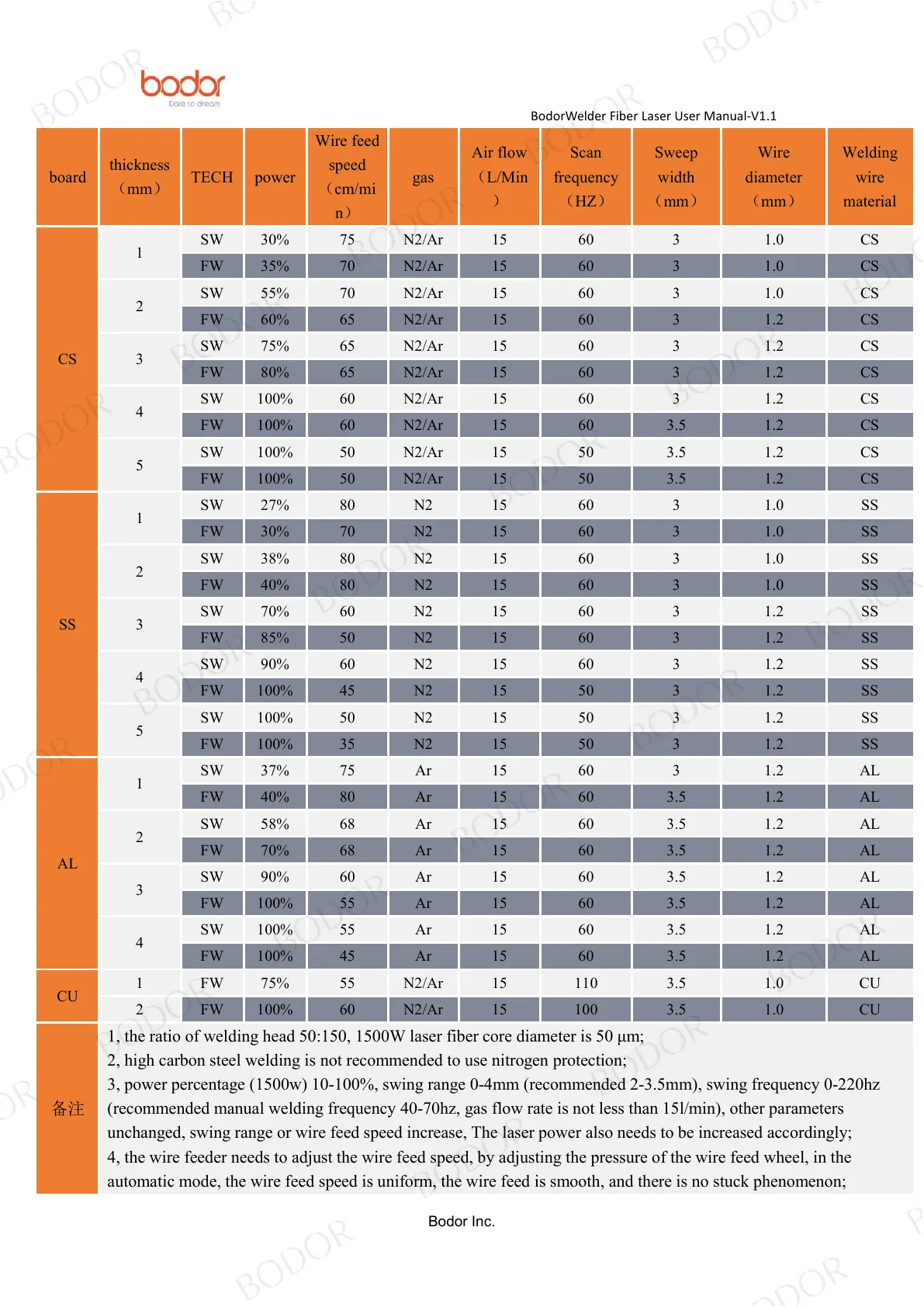
1, the ratio of welding head 50:150, 1500W laser fiber core diameter is 50 μm;
2, high carbon steel welding is not recommended to use nitrogen protection;
3, power percentage (1500w) 10-100%, swing range 0-4mm (recommended 2-3.5mm), swing frequency 0-220hz
(recommended manual welding frequency 40-70hz, gas flow rate is not less than 15l/min), other parameters
unchanged, swing range or wire feed speed increase, The laser power also needs to be increased accordingly;
4, the wire feeder needs to adjust the wire feed speed, by adjusting the pressure of the wire feed wheel, in the
automatic mode, the wire feed speed is uniform, the wire feed is smooth, and there is no stuck phenomenon;
 Loading...
Loading...