ENGINEERED & PROCESS VALVES
01/2011 / IOM-TK-TMBV-01
15
Installation, Operation and Maintenance Manual
Once the alignment is accomplished, loosen the jam nut on the open stop bolt and turn the stop bolt
clockwise until it stops. Retighten the jam nut.
It may be necessary to turn the stop screw counter clockwise in order to get additional travel. Move the
operator farther open, in order to align the ball flow bore with the flow bore of the seatholder. The
handwheel should always be turning in the open direction to set the open stop, so that all slack will be
taken out of the gearing. This ensures a more accurate stop setting.
After setting the open stop a quick check should be made to ensure that it has been set correctly. This is
accomplished by turning the handwheel shaft several turns towards closed then returning it until it hits
the open stop. There should be no more than 1/16” of the ball radius exposed into the flow bore after
the stop is properly set. If further alignment is necessary screw the open stop screw in or out to readjust
the ball travel.
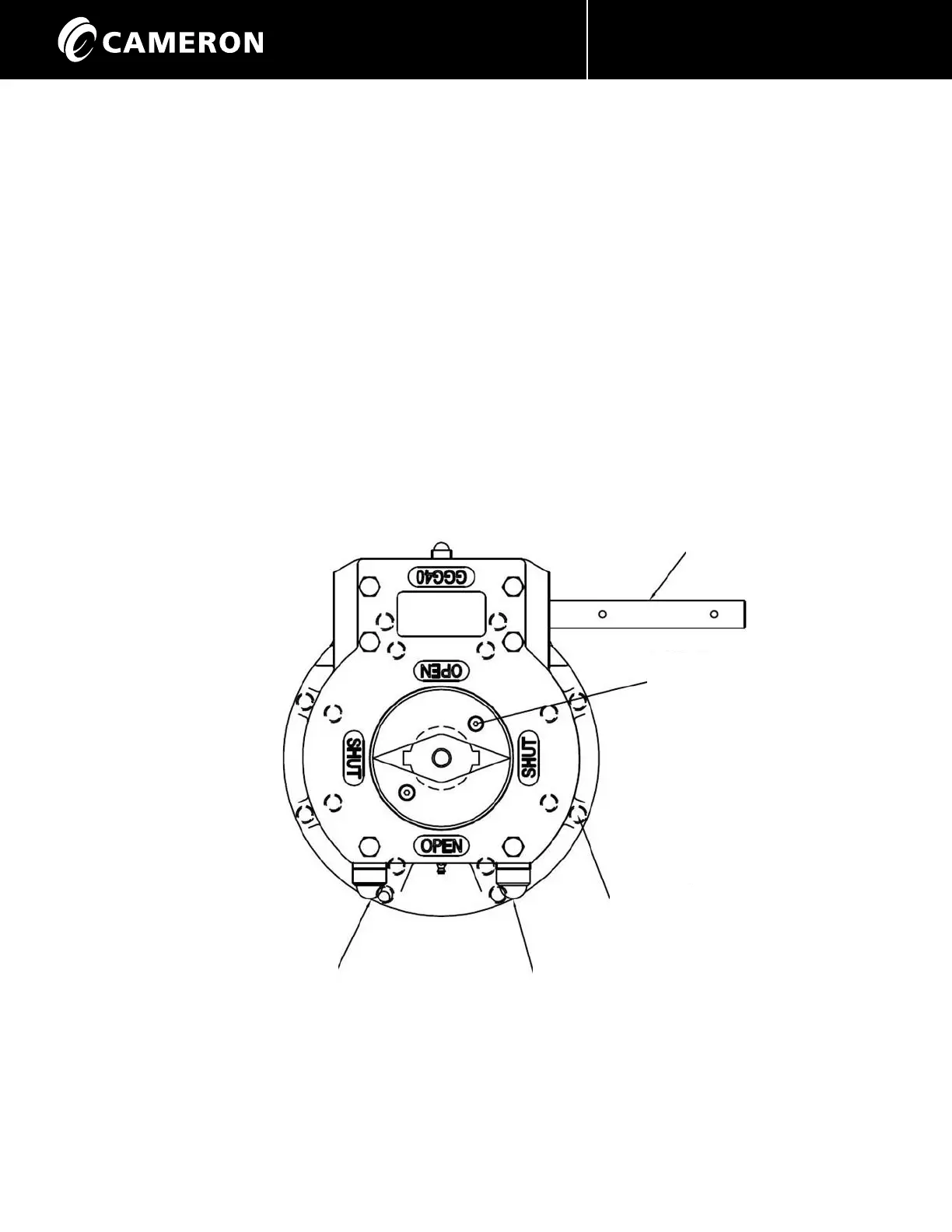
Replace indicator cap and tighten all fasteners.
Handwheel Shaft
Indicator Cap
(Shown in Closed Position)
Stud Holes
Open Stop Screw
Closed Stop Screw